-
Suku cadang otomotif kecil suku cadang die stamping progresif
Suku cadang die stamping progresif suku cadang ...
-
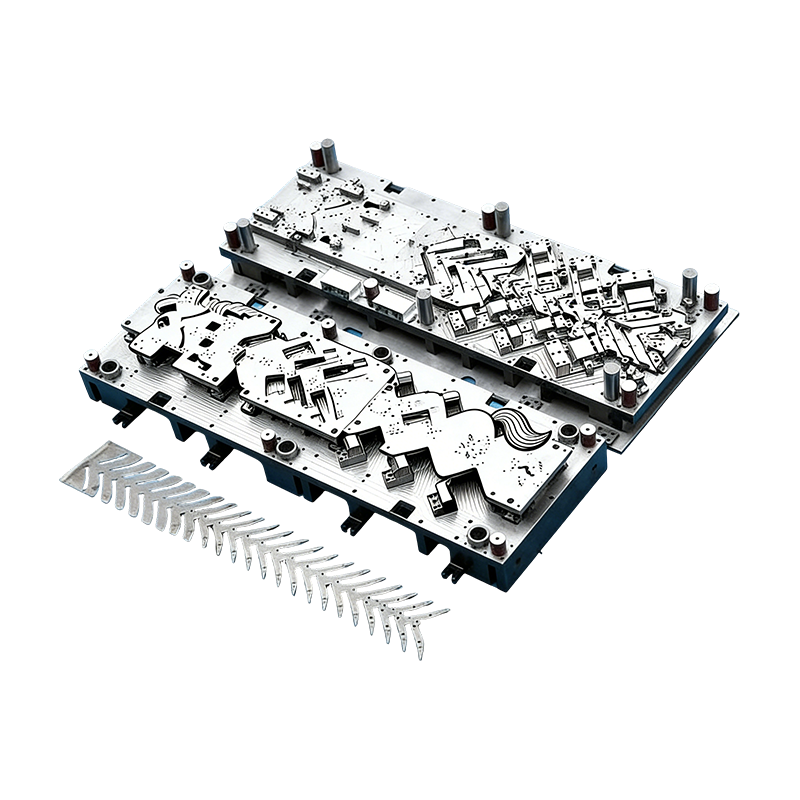
Cetakan progresif untuk suku cadang otomotif
Cetakan berkelanjutan untuk rumah motor otomoti...
-
Bagian stamping oven kelas atas
Suku cadang stamping oven kelas atas kami adala...
-
Bagian stamping komputer besar kelas atas
Suku cadang stamping komputer besar kelas atas ...
-

Bagian stamping rumah motor otomotif
Suku cadang stamping rumah motor otomotif adala...
Berita Industri
Rumah / Berita / Berita Industri / Suku Cadang Stamping Kursi Otomotif: Manufaktur Presisi Tinggi, Bantalan Beban & Pemilihan Material
Suku Cadang Stamping Kursi Otomotif: Manufaktur Presisi Tinggi, Bantalan Beban & Pemilihan Material
2026-06-04
Panel pintu mobil harus pas dan terlihat bagus. Stamping rangka kursi perlu melakukan lebih banyak hal: ia harus menahan beban statis penumpang selama ratusan ribu siklus, menyerap gaya dinamis dari pengereman keras dan jalan yang kasar, dan menahan geometrinya dengan cukup tepat sehingga jangkar sabuk pengaman, mekanisme kursi malas, dan rel geser semuanya terpasang dan berfungsi dengan benar. Kombinasi persyaratan struktural, kelelahan, dan dimensi menghasilkan bagian stamping jok otomotif salah satu komponen yang paling menuntut akan dihasilkan oleh stempel logam presisi — dan merupakan indikator yang jelas tentang kedalaman teknik pabrikan.
Artikel ini membahas lima dimensi teknik yang menentukan apakah stamping rangka kursi bekerja dengan andal sepanjang masa pakai kendaraan: persyaratan toleransi, pemilihan material, presisi cetakan, kinerja beban, dan kompatibilitas multi-kendaraan.

Mengapa Suku Cadang Stamping Kursi Otomotif Menghadapi Toleransi Lebih Ketat Dibandingkan Kebanyakan Komponen Bodi
Stempel panel bodi dievaluasi terutama berdasarkan tampilan permukaan dan kesesuaiannya. Terlihat celah yang terlalu lebar 0,5 mm; celah yang terlalu sempit 0,3 mm akan menimbulkan gangguan perakitan. Keduanya tidak dapat diterima, namun keduanya bukan merupakan masalah keamanan. Stamping rangka kursi beroperasi dalam mode kegagalan yang berbeda secara mendasar: kesalahan dimensi pada komponen struktural merambat ke kapasitas beban yang berkurang, antarmuka kritis keselamatan yang tidak selaras, dan keretakan kelelahan dini.
Pertimbangkan braket pemasangan mekanisme kursi malas. Lubang bautnya harus diposisikan dalam sepersekian milimeter untuk memastikan kursi malas mengaktifkan gigi penguncinya secara merata di seluruh busur penyetelan. Pola lubang yang bergeser menciptakan pembebanan eksentrik pada mekanisme penguncian — tidak langsung terlihat, namun semakin menurun seiring dengan umur kursi. Logika yang sama berlaku untuk titik pemasangan rel geser, yang harus mendistribusikan beban penumpang secara simetris ke kedua rel; asimetri apa pun memusatkan tekanan pada satu sambungan dan mempercepat keausan atau kegagalan kelelahan.
Standar toleransi untuk suku cadang stamping jok otomotif diproduksi sesuai standar keselamatan otomotif oleh karena itu lebih ketat daripada stempel bodi pada umumnya — dan diterapkan tidak hanya pada pemeriksaan barang pertama namun juga pada seluruh proses produksi, karena variasi antara suku cadang produksi awal dan akhir memengaruhi hasil jalur perakitan dan waktu penyesuaian akhir jalur.
Baja Berkekuatan Tinggi vs. Paduan Aluminium: Memilih Bahan yang Tepat untuk Stempel Rangka Kursi
Keputusan material untuk stempel rangka kursi bukanlah pilihan tunggal yang diterapkan pada keseluruhan kursi — ini merupakan optimalisasi komponen demi komponen yang menyeimbangkan persyaratan kekuatan, kompleksitas bentuk, target bobot, dan biaya.
Baja berkekuatan tinggi tetap menjadi material dominan untuk komponen rangka kursi struktural. Baja berkekuatan tinggi yang canggih (AHSS) dengan kekuatan tarik 600–1.500 MPa memberikan kekuatan luluh yang diperlukan untuk braket kursi malas, penguat sandaran kursi, dan rangka sandaran kursi untuk menahan beban torsi mundur 530 Nm yang ditentukan dalam standar keselamatan kursi otomotif tanpa deformasi permanen. Kekakuan material yang tinggi juga menahan momen lentur yang dihasilkan ketika beban sabuk pengaman disalurkan melalui rangka kursi selama tabrakan dari depan. Keuntungannya adalah baja berkekuatan tinggi memerlukan perkakas yang lebih mumpuni — tonase pengepresan yang lebih tinggi, material die yang presisi, dan manajemen gaya blank holder yang cermat — karena keuletannya yang lebih rendah dibandingkan dengan baja ringan menyebabkan lebih sedikit margin untuk kesalahan pembentukan sebelum terjadi keretakan.
Paduan aluminium semakin banyak dispesifikasikan untuk komponen kursi yang mengutamakan pengurangan bobot, khususnya pada kendaraan listrik yang efisiensi jangkauannya membenarkan biaya material dan perkakas yang lebih tinggi. Stempel rangka kursi aluminium dapat mengurangi berat komponen sebesar 30–40% dibandingkan dengan baja setara. Tantangannya adalah kekuatan luluh aluminium yang lebih rendah biasanya memerlukan bagian yang lebih tebal atau tulangan desain untuk mencapai kinerja struktural yang setara — yang sebagian mengimbangi keunggulan bobotnya. Springback yang lebih besar selama pembentukan juga menuntut kompensasi cetakan yang lebih presisi dan kontrol proses yang lebih dekat untuk menjaga akurasi dimensi.
Dalam praktiknya, rakitan kursi sering kali menggabungkan keduanya: baja berkekuatan tinggi untuk jalur beban utama (rangka belakang, braket kursi malas, penguat jangkar sabuk pengaman) dan paduan aluminium untuk struktur sekunder di mana pengurangan berat memiliki manfaat yang jelas dan beban puncak lebih rendah (anggota sisi bantalan bantalan, braket pemandu sandaran kepala).
Bagaimana Stamping Dies Presisi Tinggi Menentukan Kapasitas Penahan Beban
Sifat mekanik bagian rangka kursi yang dicap sebagian ditentukan oleh bahan bakunya dan sebagian lagi oleh proses pencetakan itu sendiri. Cetakan yang menghasilkan ketebalan dinding yang tidak konsisten — karena gaya penahan blanko yang tidak merata, jari-jari pukulan yang aus, atau jarak bebas yang tidak tepat antara pukulan dan cetakan — menyebabkan penipisan lokal pada bagian yang dicap. Zona tipis tersebut menjadi konsentrasi tegangan: lokasi pertama yang menghasilkan beban berlebih statis dan lokasi inisiasi retak lelah akibat pembebanan siklik.
Ini adalah hubungan mekanis langsung antara keduanya presisi die dan kapasitas menahan beban stamping kursi . Cetakan yang dikerjakan dengan akurasi 0,002 mm pada permukaan pembentukan kritisnya menghasilkan komponen dengan ketebalan dinding yang konsisten di seluruh kedalaman penarikan. Beban penghuni didistribusikan secara merata ke seluruh bagian, tegangan kerja tetap berada jauh di bawah batas kelelahan material, dan bagian tersebut memenuhi target umur rencana. Cetakan dengan jari-jari mesin yang aus atau tidak tepat menghasilkan komponen yang penipisannya terkonsentrasi, tegangan lokal meningkat, dan umur kelelahan berkurang — sering kali tanpa ada ketidaksesuaian dimensi yang terdeteksi melalui inspeksi rutin.
Kualitas tepi memiliki arti yang sama. Gerinda dan retakan mikro pada tepian yang berlubang akibat perkakas yang tumpul atau tidak terpasang dengan baik berfungsi sebagai tempat timbulnya keretakan. Di bawah pembebanan siklik pada pengendaraan normal — getaran jalan, siklus penyesuaian kursi, masuk dan keluar penumpang — cacat tepi ini menyebar ke retakan lelah pada material dasar. Tepi geser yang halus dan didukung dengan baik yang dihasilkan oleh perkakas presisi menghilangkan mode kegagalan ini.
Untuk deep drawing otomotif dan kendaraan listrik untuk komponen rangka kursi Oleh karena itu, desain dan kualitas pembuatan perkakas tidak dapat dipisahkan dari kinerja struktural suku cadang yang dihasilkannya.
Kinerja Beban Statis dan Dinamis: Bagian Stamping Kursi Yang Harus Ditahan
Stempel rangka kursi membawa tiga kategori beban berbeda, masing-masing memiliki implikasi berbeda terhadap desain dan spesifikasi material.
Beban statis mewakili beban berkelanjutan penumpang — biasanya 75–100 kg untuk satu penumpang, yang bekerja terus menerus melalui bantalan kursi dan punggung. Beban ini menentukan luas penampang minimum dan kekuatan luluh material yang diperlukan untuk mencegah deformasi permanen selama penggunaan normal. Kinerja beban statis mudah untuk diuji dan diverifikasi, dan sebagian besar kegagalan stamping kursi yang disebabkan oleh "kelebihan beban statis" sebenarnya adalah kegagalan kelelahan yang telah mengalami percepatan selama beberapa waktu sebelum deformasi yang terlihat muncul.
Beban dinamis timbul akibat akselerasi kendaraan, pengereman, menikung, dan ketidakrataan permukaan jalan. Selama pengereman keras pada perlambatan 1g, inersia ke depan dari penumpang seberat 75 kg menghasilkan beban sekitar 750 N melalui sandaran kursi dan masuk ke mekanisme recliner dan injakan rangka belakang. Pada permukaan jalan yang kasar, akselerasi vertikal sebesar 2–3g dapat dilakukan, memutar rangka kursi pada frekuensi 1–20 Hz selama ribuan jam sepanjang masa pakai kendaraan. Ketahanan getaran — kemampuan struktur stempel untuk mempertahankan geometri dan sifat mekaniknya di bawah pembebanan siklik — merupakan dimensi kinerja yang sering diremehkan dalam tinjauan desain awal namun menjadi terlihat dalam pengujian ketahanan jangka panjang.
Banyak kerusakan mewakili kondisi terburuk. Dalam tabrakan frontal dengan kecepatan 50 km/jam dengan sabuk pengaman terpasang, rangka kursi harus menyalurkan energi kinetik penumpang ke dalam struktur kendaraan tanpa mematahkan atau membiarkan kursi berpindah yang dapat melukai penumpang. Beban ini besarnya lebih tinggi daripada beban penggerak dinamis, dan bagian yang dicap pada jangkar sabuk pengaman, rangka belakang, dan mekanisme penguncian rel geser semuanya berada di jalur beban utama.
Memenuhi ketiga kategori beban secara bersamaan mengharuskan proses stamping menghasilkan akurasi dimensi dan sifat mekanik yang konsisten — itulah sebabnya ketertelusuran material dan pemantauan ketebalan dalam proses merupakan persyaratan standar dalam rantai pasokan komponen kursi otomotif.
Kompatibilitas Multi-Kendaraan dan Persyaratan Akurasi Dimensi OEM
Pemasok stempel kursi tunggal jarang melayani satu platform kendaraan. Pelanggan OEM dan produsen kursi Tier 1 mendapatkan komponen stempel yang harus sesuai dengan beberapa lini kendaraan, seringkali dengan dimensi selubung, konfigurasi pemasangan, dan persyaratan beban keselamatan yang berbeda. Mengelola kompleksitas multi-platform ini tanpa meningkatkan biaya peralatan adalah salah satu kompetensi inti yang membedakan pemasok stamping yang mampu dari pengolah komoditas.
Landasan kompatibilitas multi-kendaraan adalah keakuratan dimensi pada tingkat fitur individual — bukan hanya geometri bagian secara keseluruhan. Toleransi posisi lubang ±0,15 mm atau lebih ketat pada fitur pemasangan dan penempatan memastikan bahwa bagian yang dicap sama dipasang dengan benar ke dalam arsitektur rangka kursi yang berbeda tanpa memerlukan penyesuaian atau pengerjaan ulang manual. Tingkat keakuratan ini hanya dapat dicapai jika cetakan dirancang dengan referensi datum yang sesuai, dikerjakan dengan toleransi fitur yang ketat, dan divalidasi dengan inspeksi artikel pertama secara penuh terhadap model CAD pelanggan sebelum peluncuran produksi.
Desain cetakan khusus bukanlah biaya overhead dalam konteks ini — ini adalah mekanisme yang mencapai akurasi dimensi dan kompatibilitas multi-kendaraan. Cetakan yang dirancang khusus untuk geometri suatu bagian, dengan posisi fitur dan jarak bebas yang disesuaikan dengan persyaratan pembentukan bagian tersebut, akan secara konsisten menghasilkan bagian-bagian yang dirakit dengan benar. Cetakan generik atau cetakan yang dimodifikasi akan memerlukan penyortiran, penggeseran, atau penyesuaian yang berkelanjutan untuk mempertahankan keluaran dimensi yang dapat diterima.
Itu berbagai macam suku cadang stamping otomotif di SQS diproduksi dari cetakan yang dirancang dan diproduksi sendiri, memastikan bahwa persyaratan dimensi setiap platform kendaraan pelanggan direkayasa ke dalam perkakas sejak awal dan bukan dikompensasi dalam produksi.
Keunggulan Manufaktur Die dan Part Terintegrasi SQS untuk Stempel Kursi
Itu conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mould Equipment Co., Ltd. mengoperasikan kedua fungsi tersebut di bawah satu atap. Tim teknik yang sama yang merancang cetakan stempel untuk komponen rangka kursi juga menjalankan mesin press yang memproduksi komponen tersebut. Ketika penyimpangan dimensional muncul dalam produksi — yang akan terjadi selama masa pakai cetakan melalui keausan bertahap — responsnya adalah koreksi cetakan yang terinformasi dan bukan solusi proses. Hasilnya adalah kualitas suku cadang yang lebih konsisten di seluruh proses produksi dan jalur yang lebih cepat menuju akar permasalahan ketika terjadi ketidaksesuaian.
Infrastruktur manufaktur SQS mendukung integrasi ini pada tingkat presisi yang dibutuhkan pada stempel jok otomotif. Mesin Wire EDM yang bersumber dari Jepang mencapai akurasi pemesinan dalam 0,002 mm pada fitur cetakan, memastikan bahwa permukaan pembentuk yang menentukan ketebalan dinding, kualitas tepi, dan posisi lubang dijaga sesuai toleransi yang diperlukan oleh desain komponen. Armada pers yang mencakup 80T hingga 400T mencakup seluruh geometri stamping rangka kursi, mulai dari komponen braket kecil hingga struktur rangka belakang penuh. Dengan lebih dari 15 tahun pengalaman melayani pelanggan OEM dan pemasok otomotif Tier 1, dan tim yang terdiri dari 60 staf teknis yang berdedikasi pada desain die, manufaktur, dan jaminan kualitas, SQS memberikan kedalaman teknik yang dibutuhkan oleh program stamping rangka kursi.
Untuk OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Posting Sebelumnya
Suku Cadang Stamping Logam untuk Peralatan Rumah Tangga: Bahan, Presisi & Solusi Khusus
Posting Berikutnya
Desain Die Gambar Dalam: Panduan Punch, Die, Clearance & Pengurangan Multi-Tahap
Kami Produk.

Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
