-
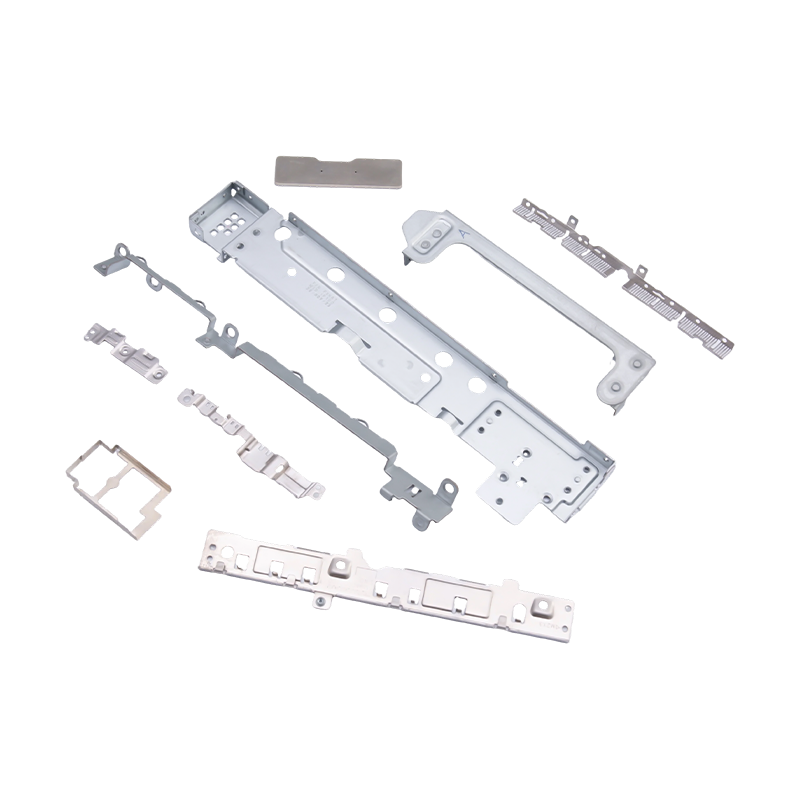
Bagian stempel kecil untuk laptop dan ponsel
Sebagai komponen internal penting untuk elektro...
-
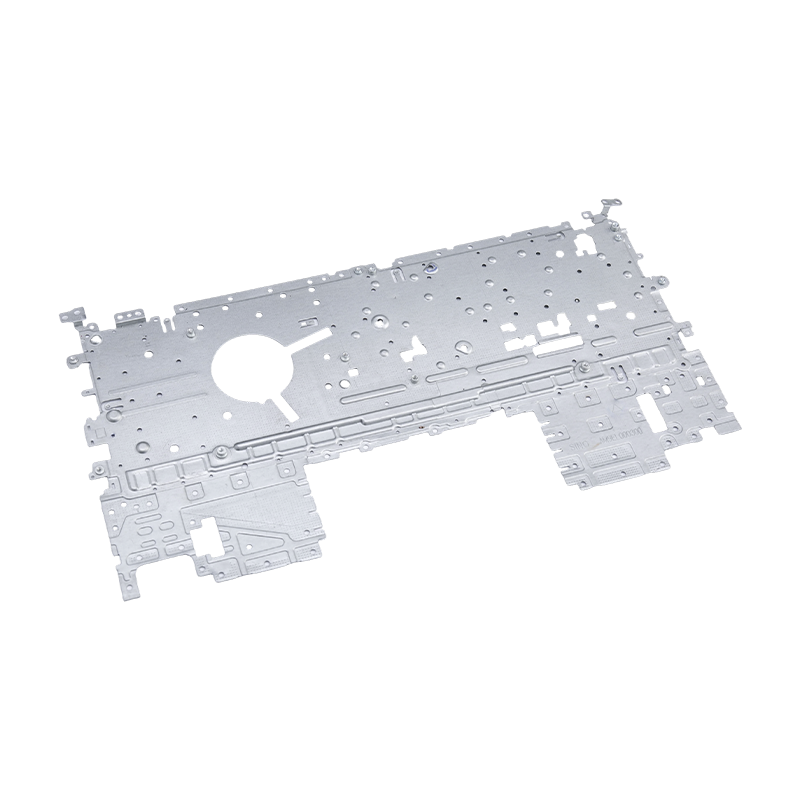
Bagian stempel laptop
Suku cadang stamping laptop kami adalah kompone...
-
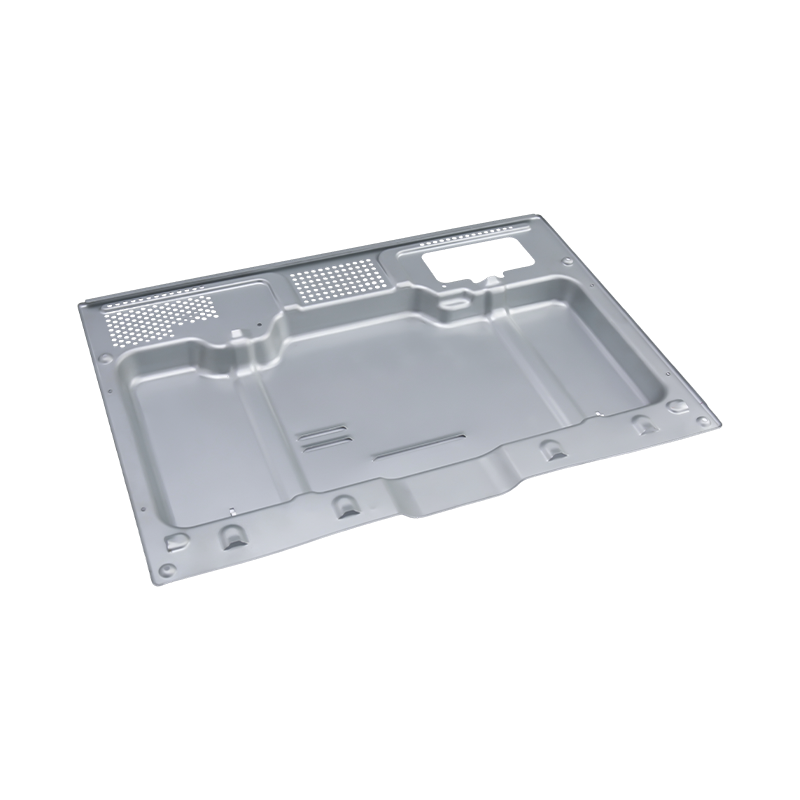
Bagian stamping oven kelas atas
Suku cadang stamping oven kelas atas kami adala...
-
Bagian stamping komputer besar kelas atas
Suku cadang stamping komputer besar kelas atas ...
-
Bagian stempel jok mobil
Suku cadang stempel jok mobil adalah komponen l...
-

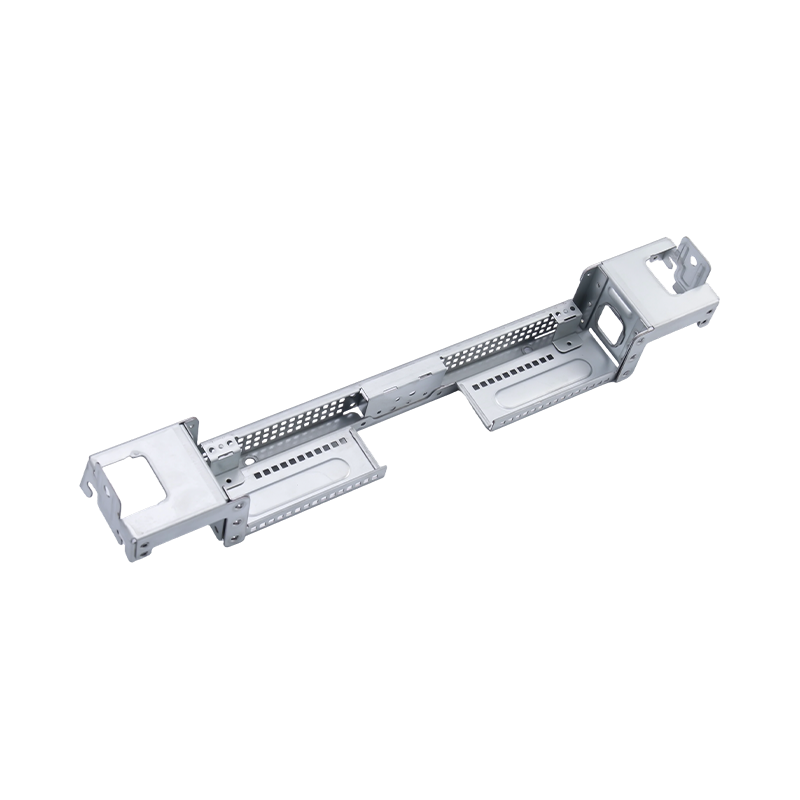
Bagian stamping rumah motor otomotif
Suku cadang stamping rumah motor otomotif adala...
Berita Industri
Rumah / Berita / Berita Industri / Bagian Stamping Penutup Baterai untuk Penutup Baterai Penyimpanan Energi & EV
Bagian Stamping Penutup Baterai untuk Penutup Baterai Penyimpanan Energi & EV
2026-06-16
Baterai yang rusak di lapangan jarang sekali rusak karena selnya. Seringkali, penyebab utama adalah penutup yang tidak tersegel, flensa yang tidak sejajar, atau bos pemasangan yang retak karena getaran. Komponen stempel penutup baterai adalah lini pertama pertahanan struktural dan lingkungan untuk setiap sistem baterai kendaraan listrik, industri, dan penyimpanan energi — dan standar toleransi yang harus dipenuhi telah diperketat secara signifikan seiring dengan meningkatnya voltase paket dan kepadatan energi.
Artikel ini membahas bahan, proses, persyaratan dimensi, dan opsi penyesuaian yang menentukan komponen stempel penutup baterai siap produksi — dan apa yang harus diverifikasi saat memenuhi syarat pemasok.

Apa Fungsi Bagian Stamping Penutup Baterai Yang Sebenarnya
Penutup penutup baterai memiliki tiga pekerjaan secara bersamaan. Secara struktural, ia harus mempertahankan geometrinya di bawah beban mekanis perakitan kendaraan, getaran jalan, dan siklus termal tanpa mengubah bentuk atau meneruskan tekanan ke sel di bawahnya. Dari segi lingkungan, produk tersebut harus mencapai dan mempertahankan integritas penyegelan IP67 atau IP68 — yang berarti tidak ada masuknya debu dan tidak ada penetrasi air saat direndam terus-menerus. Secara fungsional, ia harus berinteraksi secara tepat dengan casing baterai, konektor tegangan tinggi, dan saluran pendingin apa pun yang terintegrasi ke dalam desain kemasan.
Memenuhi ketiga persyaratan dalam satu komponen stempel — bukan komponen alternatif yang dikerjakan dengan mesin atau cor — menjadikan stempel dalam sebagai proses pilihan untuk produksi baterai bervolume tinggi. Stamping berhasil dimensi yang konsisten dan toleransi yang ketat (±0,01mm – ±0,05mm) pada tingkat produksi yang tidak dapat ditandingi oleh pengecoran dan pemesinan, sekaligus menjaga biaya per suku cadang tetap rendah untuk rantai pasokan OEM yang beroperasi dalam skala besar.
Pemilihan Bahan: Baja Canai Dingin, Paduan Aluminium, atau Baja Tahan Karat
Pemilihan bahan substrat menentukan batas tertinggi pada setiap metrik kinerja yang dapat dicapai oleh penutup — ketahanan terhadap korosi, berat, sifat mampu bentuk, kemampuan las, dan biaya. Tiga kelompok material mendominasi aplikasi penutup baterai.
Baja canai dingin menawarkan kekuatan tarik tinggi dan sifat mampu bentuk yang sangat baik dengan biaya bahan baku rendah. Ini adalah pilihan standar untuk penutup baterai industri dan sistem penyimpanan energi yang mengutamakan bobot dan kekakuan struktural sebagai persyaratan utama. Perawatan permukaan pasca stempel — pelapisan seng, pelapisan elektronik, atau pelapisan bubuk — biasanya diterapkan untuk memenuhi target ketahanan terhadap korosi.
Paduan aluminium, khususnya kelas 3003 dan 5052, adalah bahan dominan pada penutup baterai kendaraan listrik dimana berat kemasan secara langsung mempengaruhi jangkauan kendaraan. Paduan 3003 menawarkan sifat mampu bentuk yang baik dan kekuatan sedang, sehingga cocok untuk geometri penutup gambar dangkal. Paduan 5052 memberikan kekuatan lebih tinggi dan ketahanan korosi yang unggul, yang lebih disukai untuk penutup yang terkena kondensasi, cairan pendingin, atau percikan jalan. Kedua grade ini dapat menyerap secara mendalam dan menerima lapisan anodisasi atau konversi untuk perlindungan tambahan.
Baja tahan karat ditentukan untuk aplikasi yang memerlukan ketahanan terhadap korosi tanpa perawatan permukaan tambahan — sistem penyimpanan energi stasioner di lingkungan lembab, paket baterai laut, atau aplikasi apa pun yang daya rekat lapisannya tidak dapat dijamin sepanjang masa pakai produk. Tingkat pengerasan kerja yang lebih tinggi memerlukan perkakas yang dirancang dengan cermat untuk mencegah pegas kembali dan menjaga stabilitas dimensi setelah pembentukan.
Proses Menggambar Mendalam dan Stamping Tingkat Lanjut
Kebanyakan penutup baterai bukanlah blanko biasa. Mereka menggabungkan saluran penyegelan tersembunyi, flensa yang ditinggikan, bos terintegrasi, dan kontur kompleks yang memerlukan rangkaian stempel cetakan progresif atau transfer multi-tahap. Gambar dalam — menarik lembaran logam datar menjadi bentuk tiga dimensi menggunakan pelubang dan cetakan — adalah operasi inti, tetapi komponen akhir biasanya melewati stasiun tambahan untuk pemangkasan, penindikan, pembuatan koin, dan flanging sebelum meninggalkan mesin cetak.
Kontrol proses di setiap stasiun menentukan apakah bagian akhir memenuhi toleransi. Tekanan dudukan kosong mengontrol aliran material dan mencegah kerutan; tekanan yang tidak mencukupi menyebabkan flensa tertekuk, sedangkan tekanan berlebih menyebabkan robekan pada radius tarikan. Manajemen pelumasan mempengaruhi kondisi permukaan — permukaan akhir yang halus Ra ≤ 0,8μm dapat dicapai pada substrat aluminium dan baja jika geometri perkakas dan ketebalan lapisan pelumas telah disesuaikan dengan benar.
Toleransi nol duri adalah persyaratan yang tidak dapat dinegosiasikan untuk penutup baterai. Duri pada alur penyegelan mengganggu permukaan kontak paking dan menciptakan jalur kebocoran; duri di tepi bagian dalam dapat bermigrasi ke tumpukan sel. Untuk mencapai tepi bebas duri secara konsisten dalam produksi massal memerlukan perkakas yang dijaga dengan jarak bebas yang ketat — biasanya 5–8% ketebalan material untuk baja, sedikit lebih lebar untuk aluminium — dan interval pemeriksaan cetakan teratur yang dikalibrasi sesuai volume produksi.
Kinerja Penyegelan: Persyaratan IP67 dan IP68
IP67 mengharuskan enklosur tahan terendam air hingga satu meter selama tiga puluh menit tanpa masuknya air. IP68 memperluas kemampuan ini hingga perendaman terus menerus pada kedalaman yang disepakati antara pabrikan dan pengguna akhir — biasanya 1,5m selama 30 menit dalam aplikasi otomotif, meskipun OEM EV sering kali menentukan kondisi yang lebih menuntut.
Pencapaian peringkat ini dari penutup yang dicap bergantung pada tiga faktor: kerataan flensa penyegel, permukaan akhir alur atau manik yang bersentuhan dengan paking, dan konsistensi dimensi pola lubang baut yang menekan segel. Penyimpangan kerataan flensa bahkan 0,1 mm dalam jangka waktu penyegelan yang lama sudah cukup untuk menciptakan celah yang dapat ditembus air di bawah tekanan. Inilah sebabnya toleransi dimensi pada fitur penyegelan lebih ketat dibandingkan fitur struktural — biasanya ±0,01 mm pada kedalaman alur dan lebar manik penyegel.
Kami suku cadang stamping baterai otomotif dan EV yang presisi diproduksi dengan geometri alur penyegelan yang divalidasi terhadap spesifikasi pemasok paking sebelum perkakas produksi diselesaikan, menghilangkan risiko set kompresi dan jalur kebocoran yang timbul dari ketidaksesuaian desain dimensi nominal dengan perkakas dimensi nominal.
Kami Battery Cover Stamping Parts: Specification Overview
Kami battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Bagian-bagiannya memiliki permukaan akhir yang halus (Ra ≤ 0,8μm), dengan toleransi nol duri dan tanpa deformasi, secara efektif melindungi inti baterai dari debu, kelembapan, dan dampak eksternal sekaligus mencapai integritas penyegelan IP67/IP68. Mereka mendukung integrasi yang mulus dengan casing baterai dan dapat disesuaikan dengan bos pemasangan terintegrasi, alur penyegelan, lubang, flensa, atau struktur lentur berdasarkan kebutuhan pemasangan spesifik, termasuk ketentuan untuk konektor tegangan tinggi dan antarmuka pendingin.
Dengan stabilitas struktural dan ketahanan korosi yang sangat baik, komponen stamping baterai EV ini meningkatkan keamanan dan daya tahan sistem baterai secara keseluruhan. Mereka cocok untuk produksi massal (500 ribu – 10 juta suku cadang/tahun) , memastikan efektivitas biaya dan pasokan yang andal untuk OEM dan produsen baterai, didukung oleh sertifikasi mutu IATF 16949.
Kustomisasi: Atasan, Alur, Flensa, dan Antarmuka Fungsional
Tidak ada dua desain paket baterai yang memiliki geometri penutup yang sama. Platform EV berbeda dalam format sel (silinder, prismatik, kantong), susunan modul, arsitektur manajemen termal, dan posisi konektor — dan setiap variasi diterapkan ke desain sampul sebagai kombinasi fitur yang berbeda.
Persyaratan penyesuaian yang paling umum terbagi dalam lima kategori. Bos pemasangan — bantalan yang ditinggikan dengan lubang berulir atau celah — letakkan penutup pada rumah baterai dan distribusikan beban penjepit menjauh dari antarmuka penyegelan. Alur penyegelan lebar, kedalaman, dan radiusnya harus sesuai dengan spesifikasi gasket atau cincin-O, dengan toleransi yang cukup ketat untuk menjamin rasio kompresi yang ditentukan di seluruh rentang produksi. Guntingan dan lubang yang ditusuk untuk konektor, ventilasi, dan sensor harus diposisikan relatif terhadap perimeter penyegelan dengan akurasi yang sama seperti fitur pemasangan penutup pada wadahnya. Flensa dan struktur lentur menambah kekakuan, membuat fitur lokasi perakitan, atau membentuk titik lampiran untuk modul yang berdekatan. Antarmuka pendingin — ceruk atau fitur tembus yang menghubungkan penutup ke sirkuit pendingin cair — memerlukan kontrol dimensi yang sangat ketat untuk memastikan sambungan bebas kebocoran ke manifold pendingin.
Semua fitur ini dapat dicapai melalui proses deep-drawing dan progressive-stamping. Prasyarat penting adalah bahwa perkakas dirancang sejak awal dengan mempertimbangkan toleransi produksi, bukan dimensi nominal — karena fitur yang benar secara geometris pada model 3D tetapi dirancang sesuai nominal tanpa margin kemampuan proses akan menghasilkan penolakan saat kondisi proses menyimpang.
Kami kemampuan desain die deep drawing kendaraan otomotif dan listrik memastikan bahwa setiap fitur khusus dirancang untuk stabilitas produksi sejak uji coba pertama, sehingga mengurangi siklus iterasi antara persetujuan prototipe dan peluncuran produksi massal.
Kemampuan Produksi Massal dan Jaminan Kualitas
OEM baterai dan pemasok Tingkat 1 memerlukan lebih dari sekadar suku cadang yang lolos pemeriksaan sampel. Mereka membutuhkan rantai pasokan yang mampu melakukan pengiriman 500.000 hingga 10 juta atau lebih suku cadang per tahun dengan kualitas yang konsisten, waktu tunggu yang dapat diprediksi, dan sistem manajemen kualitas yang menghasilkan data yang diperlukan untuk mendukung audit pelanggan dan pengajuan peraturan.
Sertifikasi IATF 16949 adalah standar kualitas dasar untuk rantai pasokan otomotif. Hal ini mengamanatkan bahwa pengendalian proses statistik, analisis sistem pengukuran, dan proses persetujuan komponen produksi ada dan didokumentasikan — tidak hanya pada saat peluncuran pemasok, namun terus menerus sepanjang proses produksi. Khusus untuk stempel penutup baterai, ini berarti bahwa dimensi kritis pada fitur penyegelan, kerataan flensa, dan posisi lubang diukur pada rencana pengambilan sampel yang ditentukan untuk setiap lot produksi, dengan hasil yang cenderung dan ditinjau berdasarkan batas kendali.
Pada volume produksi di atas beberapa ratus ribu komponen per tahun, otomatisasi stamping menjadi penting untuk menjaga konsistensi. Teknologi servo-press memungkinkan gaya dan posisi dikontrol pada setiap tahapan pukulan, mengkompensasi variasi ketebalan material dan keausan cetakan dengan cara yang tidak dapat dilakukan oleh pengepres mekanis kecepatan tetap. Kami peralatan otomatisasi stamping mengintegrasikan kontrol pengepresan, penginderaan in-die, dan inspeksi komponen untuk menjaga stabilitas dimensi selama proses produksi yang panjang tanpa meningkatkan intervensi operator.
Sertifikasi material yang masuk, laporan inspeksi barang pertama, laporan pengukuran dimensi, dan verifikasi penyelesaian permukaan disediakan sebagai dokumentasi standar untuk setiap pesanan produksi — memberikan tim pembelian dan kualitas catatan ketertelusuran yang diperlukan untuk mendukung komitmen pelanggan mereka sendiri.
Memenuhi Kualifikasi Pemasok Stamping Penutup Baterai: Apa yang Harus Diverifikasi
Proses kualifikasi pemasok untuk komponen stempel penutup baterai harus lebih dari sekadar tinjauan sampel. Ini adalah area yang menentukan apakah pemasok dapat mempertahankan kualitas dalam jumlah besar, bukan hanya menghasilkan sampel yang dapat diterima.
Program kepemilikan dan pemeliharaan perkakas. Konfirmasikan siapa pemilik peralatan produksi dan berapa interval perawatan cetakannya. Pemasok yang menunda pemeliharaan untuk memaksimalkan waktu kerja pengepresan pada akhirnya akan memproduksi suku cadang yang tidak dapat ditoleransi tanpa peringatan.
Kemampuan pengukuran pada fitur penyegelan. Mintalah data R&R pengukur pada alur penyegelan dan pengukuran kerataan flensa. Sistem pengukuran dengan variasi lebih dari 10% relatif terhadap pita toleransi tidak dapat secara andal membedakan bagian yang sesuai dan yang tidak sesuai.
Ketertelusuran material. Aluminium dan baja tingkat baterai harus dapat ditelusuri hingga ke sertifikat pabrik. Untuk rantai pasokan bersertifikasi IATF, hal ini bersifat wajib; untuk aplikasi non-otomotif, ini masih merupakan satu-satunya cara untuk memverifikasi bahwa material tersebut memenuhi paduan dan temper yang ditentukan.
Proses transisi prototipe ke produksi. Pemasok dengan proses APQP (Perencanaan Kualitas Produk Tingkat Lanjut) yang terdokumentasi akan mengidentifikasi potensi kegagalan proses sebelum peralatan produksi dihentikan — mengurangi risiko penundaan peluncuran yang disebabkan oleh masalah desain-untuk-manufaktur yang terlihat dari gambar tetapi tidak pernah meningkat.
Untuk OEM baterai dan produsen yang mengevaluasi mitra stamping, kami layanan pengembangan dan kualifikasi stamping khusus disusun berdasarkan persyaratan ini — mulai dari tinjauan DFM awal hingga pengajuan PPAP hingga produksi dalam kondisi stabil.
Posting Sebelumnya
Baja Paduan Kekerasan Tinggi dalam Stamping Dies
Posting Berikutnya
Suku Cadang Stamping Logam untuk Peralatan Rumah Tangga: Bahan, Presisi & Solusi Khusus
Kami Produk.
Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
