-
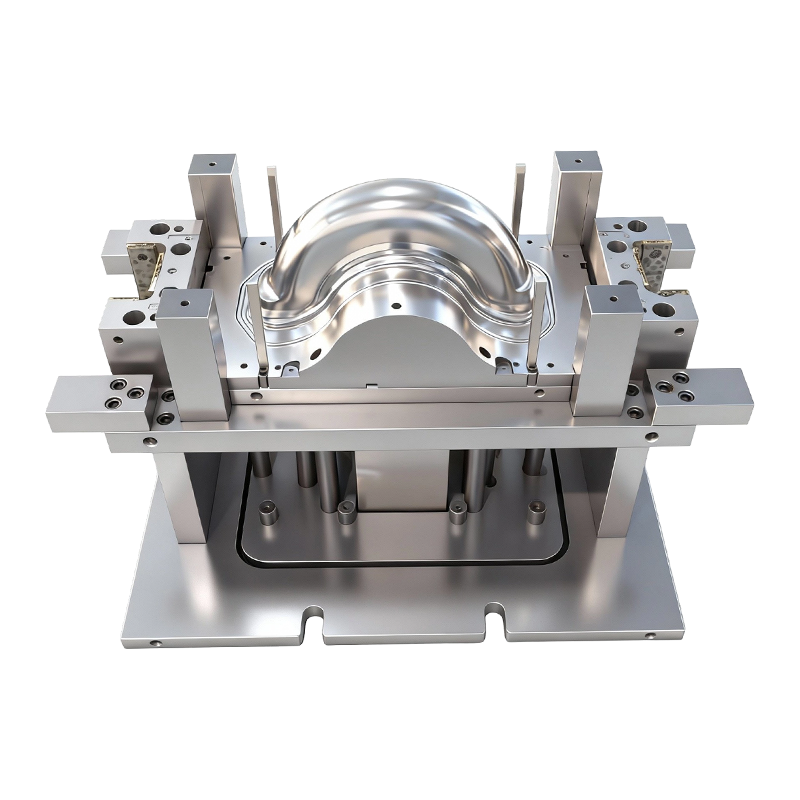
Cetakan deep drawing untuk roda depan dan belakang kendaraan listrik roda dua
Cetakan gambar dalam untuk roda depan dan belak...
-
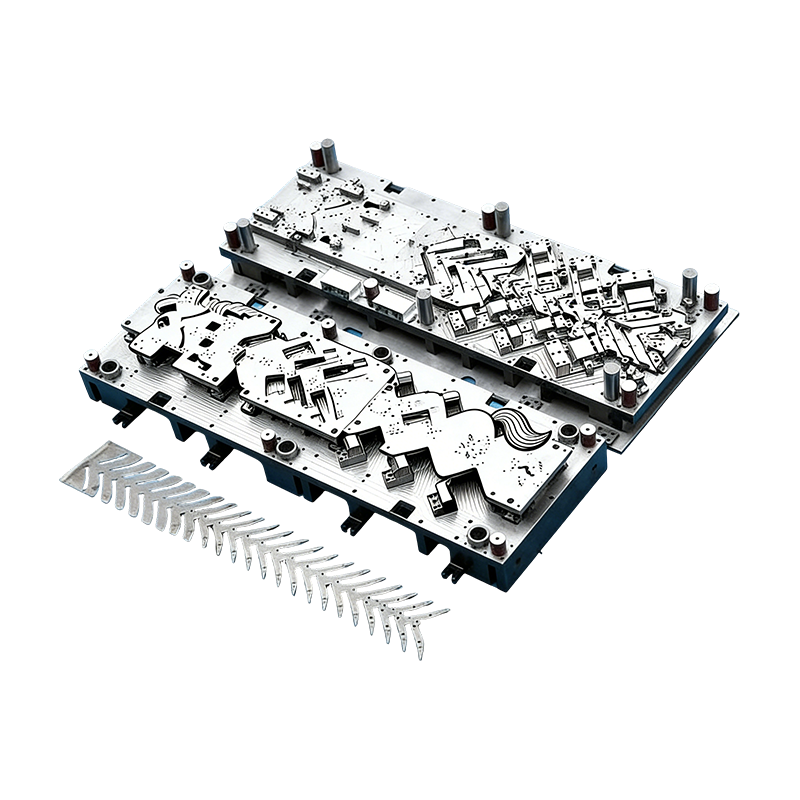
Cetakan progresif untuk suku cadang otomotif
Cetakan berkelanjutan untuk rumah motor otomoti...
-
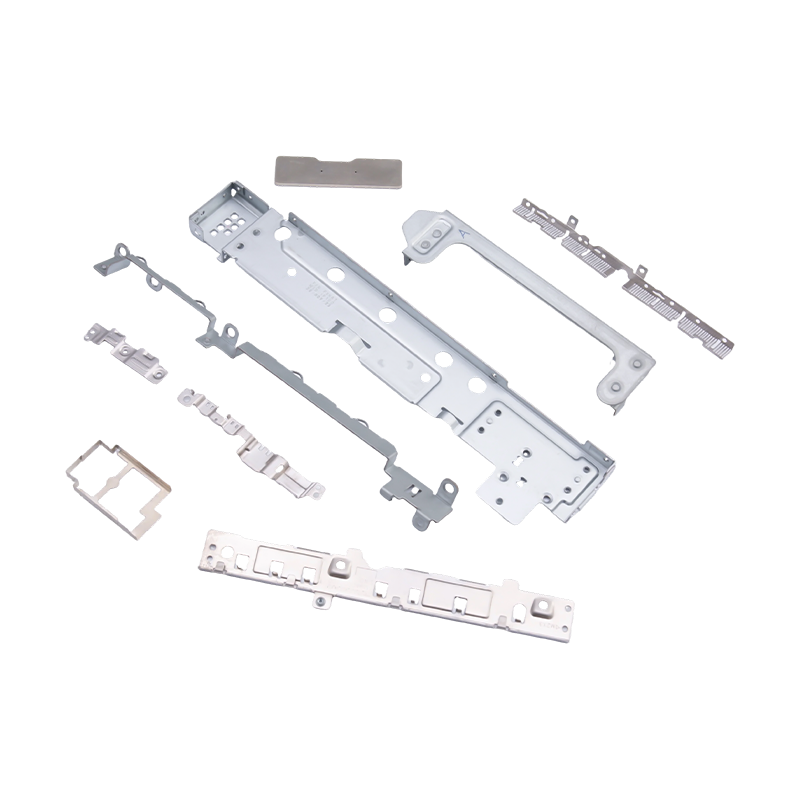
Bagian stempel kecil untuk laptop dan ponsel
Sebagai komponen internal penting untuk elektro...
-
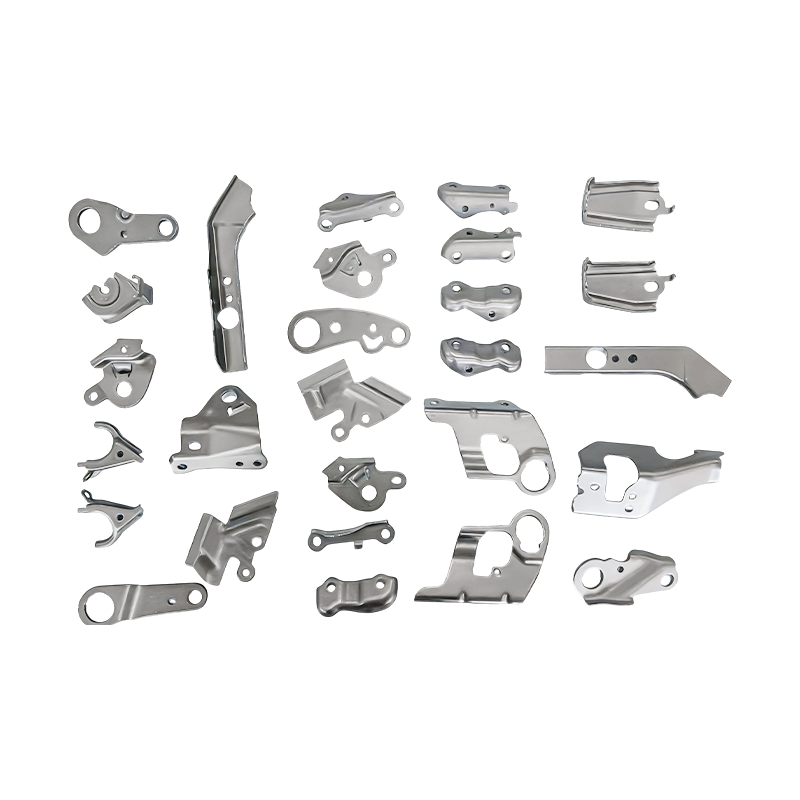
Suku cadang otomotif kecil suku cadang die stamping progresif
Suku cadang die stamping progresif suku cadang ...
-
Bagian stamping oven kelas atas
Suku cadang stamping oven kelas atas kami adala...
Berita Industri
Apa Perbedaan Antara Stamping Logam Progresif dan Transfer Dies?
2026-02-25
Bagaimana Setiap Jenis Die Memindahkan Material Melalui Pers
Perbedaan paling mendasar antara cetakan stempel logam progresif dan cetakan stempel logam transfer terletak pada cara benda kerja berpindah dari satu stasiun pembentukan ke stasiun pembentukan berikutnya. Dalam cetakan progresif, blanko tetap menempel pada strip kumparan asli di seluruh rangkaian pembentukan. Strip maju dengan nada tetap pada setiap pukulan tekan, membawa bagian-bagian yang terbentuk sebagian melalui stasiun-stasiun yang berurutan — menusuk, menusuk, menekuk, menggambar — hingga bagian yang sudah jadi terpotong bebas dari kerangka di stasiun terakhir. Bagian tersebut tidak pernah dipisahkan secara fisik dari strip sampai pembentukannya selesai, yang berarti strip itu sendiri bertindak sebagai pembawa dan referensi lokasi untuk setiap operasi.
Pemindahan stempel logam mati beroperasi berdasarkan prinsip yang berbeda secara fundamental. Blanko dipotong dari kumparan atau lembaran pada stasiun pertama dan kemudian dipindahkan sebagai bagian yang bebas dan independen dari stasiun ke stasiun dengan sistem jari transfer mekanis atau yang digerakkan oleh servo. Karena bagian tersebut tidak lagi terhubung ke strip, maka bagian tersebut dapat direposisi, dibalik, atau diorientasikan ulang antar stasiun — pergerakan yang secara geometris tidak mungkin dilakukan jika benda kerja masih melekat pada pembawa kontinu. Perbedaan dalam cara penanganan material ini adalah akar penyebab dari hampir setiap perbedaan antara kedua jenis cetakan dalam hal kemampuan, biaya, dan penerapan.
Bagian Geometri dan Kompleksitas Pembentuknya
Cetakan stempel logam progresif paling cocok untuk bagian yang profilnya relatif datar atau dangkal. Karena bagian tersebut tetap berada dalam jalur, tinggi total setiap fitur yang terbentuk dibatasi oleh kebutuhan agar jalur tersebut terus mengalir dengan bersih melalui cetakan tanpa geometri yang terbentuk mengotori stasiun yang berdekatan atau struktur cetakan itu sendiri. Untuk komponen dengan kedalaman penarikan sedang — braket, terminal, klip, laminasi, dan perangkat keras berpenampang tipis — kendala ini jarang menjadi masalah, dan perkakas progresif adalah pilihan yang wajar. Tata letak strip seringkali dapat direkayasa untuk mencapai tingkat pemanfaatan material di atas 75%, dan tidak adanya mekanisme transfer berarti lebih sedikit komponen mekanis dan sistem keseluruhan yang lebih sederhana.
Pemindahan metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Kecepatan, Throughput, dan Volume Produksi
Cetakan stempel logam progresif secara konsisten mengungguli cetakan transfer dalam satuan pukulan per menit. Karena tidak ada mekanisme transfer untuk disinkronkan — tidak ada jari untuk memanjangkan, menggenggam, memindahkan, dan menarik kembali di antara pukulan — cetakan progresif dapat beroperasi pada kecepatan 200 hingga 1.500 SPM tergantung pada kompleksitas komponen dan kemampuan pengepresan. Untuk produksi suku cadang bervolume tinggi, kecil hingga menengah yang diukur dalam jutaan keping per tahun, keunggulan kecepatan ini menghasilkan keuntungan keluaran yang menentukan yang sulit ditandingi oleh metode stamping lainnya.
Pemindahan dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Perbandingan Biaya Perkakas, Pemeliharaan, dan Penyiapan
Investasi perkakas dan biaya pemeliharaan berkelanjutan sangat berbeda antara kedua jenis cetakan tersebut, dan memahami perbedaan ini sangat penting untuk membuat keputusan pengadaan yang tepat.
| Faktor | Stamping Logam Progresif Dies | Pemindahan Metal Stamping Dies |
| Biaya perkakas awal | Sedang hingga tinggi | Tinggi hingga sangat tinggi |
| Waktu pengaturan per proses | Lebih pendek — set dadu tunggal | Lebih lama — sistem transfer harus diatur waktunya dan disesuaikan |
| Kompleksitas pemeliharaan | Sedang — penajaman pukulan/mati, keausan pilot | Lebih tinggi — transfer jari, rel, dan timing menambah titik keausan |
| Fleksibilitas perubahan mati | Terbatas - stasiun saling bergantung | Lebih tinggi — masing-masing stasiun mati dapat ditukar secara independen |
| Volume minimum yang layak | Tinggi (mengamortisasi biaya dibandingkan volume) | Sedang hingga tinggi |
Salah satu keuntungan perawatan yang dimiliki cetakan stempel logam transfer dibandingkan perkakas progresif adalah kemampuan untuk menyervis atau mengganti cetakan stasiun individual tanpa membangun kembali seluruh perkakas. Karena masing-masing stasiun mati adalah unit yang terpisah, stasiun penarik yang sudah usang dapat ditarik dan dipasang kembali sementara stasiun lainnya tetap berada di dalam mesin cetak. Dalam cetakan progresif, semua stasiun diintegrasikan ke dalam satu rakitan gabungan, yang berarti bahwa setiap pemeliharaan yang memerlukan pembongkaran cetakan akan mempengaruhi keseluruhan alat dan keseluruhan proses produksi.
Perbedaan Pemanfaatan Material dan Tingkat Scrap
Pemanfaatan material adalah area lain di mana kedua jenis cetakan tersebut berbeda secara bermakna. Cetakan stempel logam progresif menghasilkan kerangka skrap yang berkesinambungan — potongan yang tersisa setelah bagian kosong atau bagian jadi dihilangkan — yang harus ditangani, dipotong, dan dibuang atau didaur ulang. Bergantung pada geometri bagian dan efisiensi tata letak strip, kerangka skrap dapat mewakili 20–40% dari total berat kumparan yang dikonsumsi. Tata letak strip yang canggih dengan blanking miring, bagian sisi berlawanan yang disisipkan, atau konfigurasi multi-baris dapat mengurangi angka ini secara signifikan, namun kerangka merupakan produk sampingan yang tidak dapat dihindari dari pemrosesan dalam strip.
Pemindahan metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Memilih Jenis Die yang Tepat untuk Aplikasi Anda
Pemilihan antara cetakan stempel logam progresif dan cetakan stempel logam transfer harus didorong oleh evaluasi terstruktur terhadap kebutuhan suku cadang, bukan biaya saja. Kriteria berikut memberikan kerangka keputusan praktis:
- Bagian geometri: Jika bagian dapat dibentuk sepenuhnya namun tetap rata dalam bentuk strip — semua fitur dapat diakses dari atas atau bawah tanpa mengubah posisinya — perkakas progresif adalah pilihan yang tepat. Jika bagian tersebut memerlukan pembentukan pada beberapa permukaan, penarikan dalam melebihi rasio kedalaman terhadap diameter kira-kira 1:1, atau pengoperasian pada bagian bawah flensa, diperlukan perkakas transfer.
- Volume produksi: Volume tahunan yang sangat tinggi (biasanya di atas 500.000 lembar per tahun untuk suku cadang dengan kompleksitas menengah) mendukung cetakan progresif karena keunggulan kecepatan mengurangi biaya waktu pengepresan per bagian secara signifikan. Cetakan transfer lebih ekonomis untuk volume sedang di mana geometri bagian membuat perkakas progresif tidak mungkin dilakukan.
- Ukuran bagian: Komponen format besar — yang melebihi sekitar 400mm dalam dimensi apa pun — menjadi tidak praktis dalam cetakan progresif karena persyaratan panjang cetakan dan lebar kumparan yang dihasilkan melebihi kapasitas penanganan tekan dan kumparan pada umumnya. Jalur transfer menangani bagian besar secara lebih praktis dengan menggunakan masing-masing stasiun mati yang berukuran sesuai bagian tersebut dibandingkan dengan alat progresif tunggal yang memanjang.
- Persyaratan akurasi dimensi: Dies progresif menemukan komponen melalui pin pilot yang membuat lubang di strip, sementara cetakan transfer menemukan blanko individual melalui fitur komponen atau perkakas sarang di setiap stasiun. Untuk bagian yang toleransi posisi antar-fiturnya lebih ketat dari ±0,05 mm, strategi penempatan setiap jenis cetakan harus dievaluasi secara cermat terhadap tumpukan toleransi yang akan dihasilkannya.
- Fleksibilitas desain masa depan: Jika desain suku cadang diperkirakan berubah selama siklus hidup produk, perkakas transfer menawarkan kemampuan beradaptasi yang lebih besar karena masing-masing stasiun mati dapat dimodifikasi secara independen. Mengubah fitur dalam cetakan progresif sering kali memerlukan rekayasa ulang beberapa stasiun yang saling bergantung secara bersamaan.
Dalam praktiknya, keputusan jarang diambil secara terpisah. Produsen cetakan yang berpengalaman akan mengevaluasi gambar komponen, perkiraan volume tahunan, sumber daya pengepres yang tersedia, dan persyaratan perakitan hilir bersama-sama sebelum merekomendasikan strategi perkakas. Baik cetakan stempel logam progresif maupun cetakan stempel logam transfer mewakili teknologi yang sudah matang dan dipahami dengan baik — kuncinya adalah mencocokkan teknologi yang benar dengan tuntutan spesifik aplikasi, bukan menggunakan pendekatan mana pun yang paling umum digunakan.

Posting Sebelumnya
Perbandingan Biaya: Bagian Stamping Logam VS Produk Bagian Gambar Logam pada tahun 2026
Posting Berikutnya
Industri cetakan stempel otomotif sedang memasuki babak baru peningkatan teknologi.
Kami Produk.

Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
