-
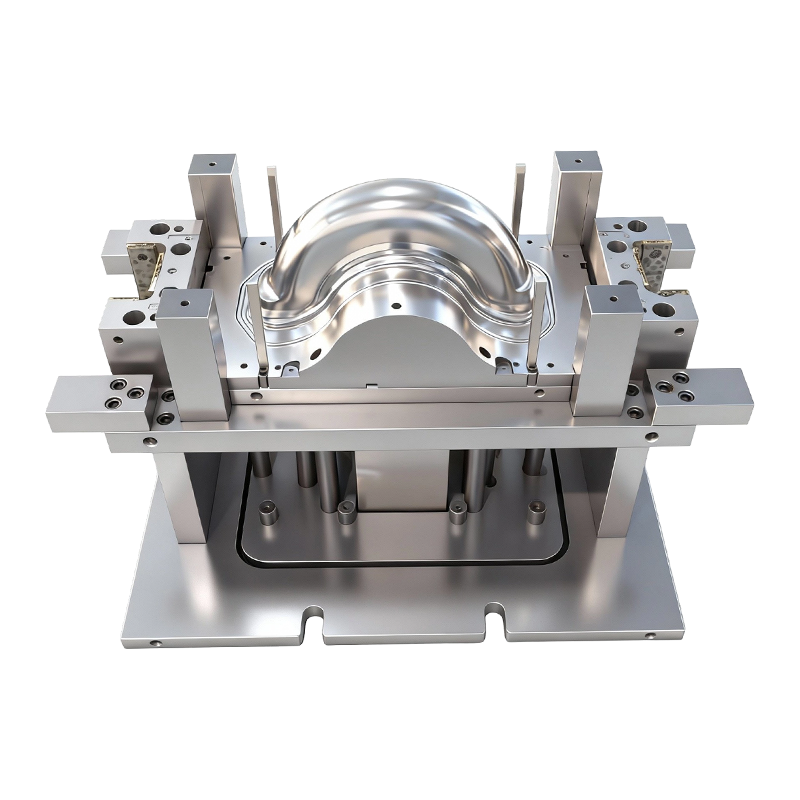
Cetakan deep drawing untuk roda depan dan belakang kendaraan listrik roda dua
Cetakan gambar dalam untuk roda depan dan belak...
-
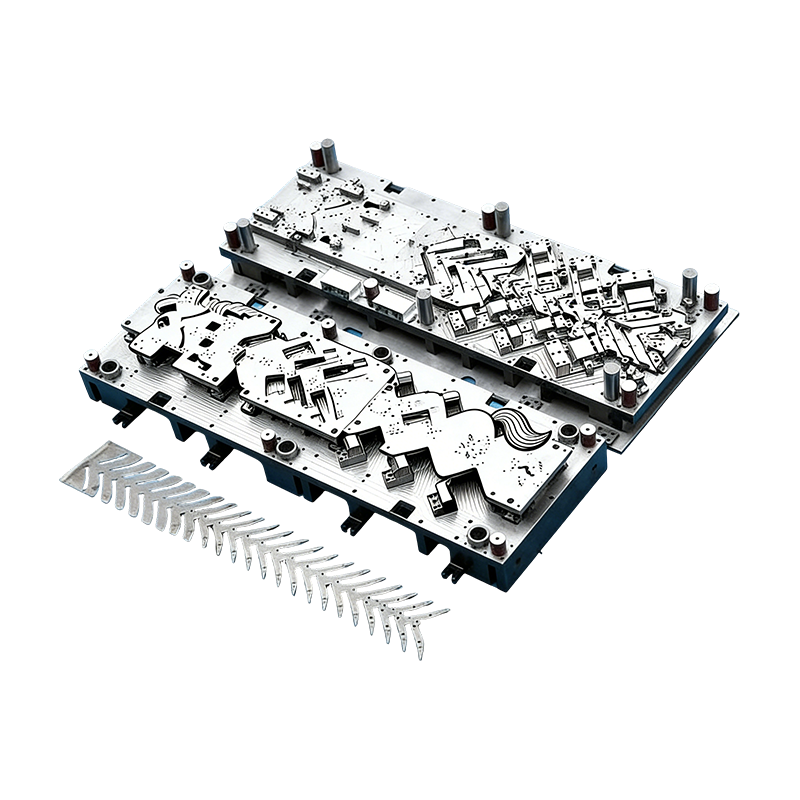
Cetakan progresif untuk suku cadang otomotif
Cetakan berkelanjutan untuk rumah motor otomoti...
-
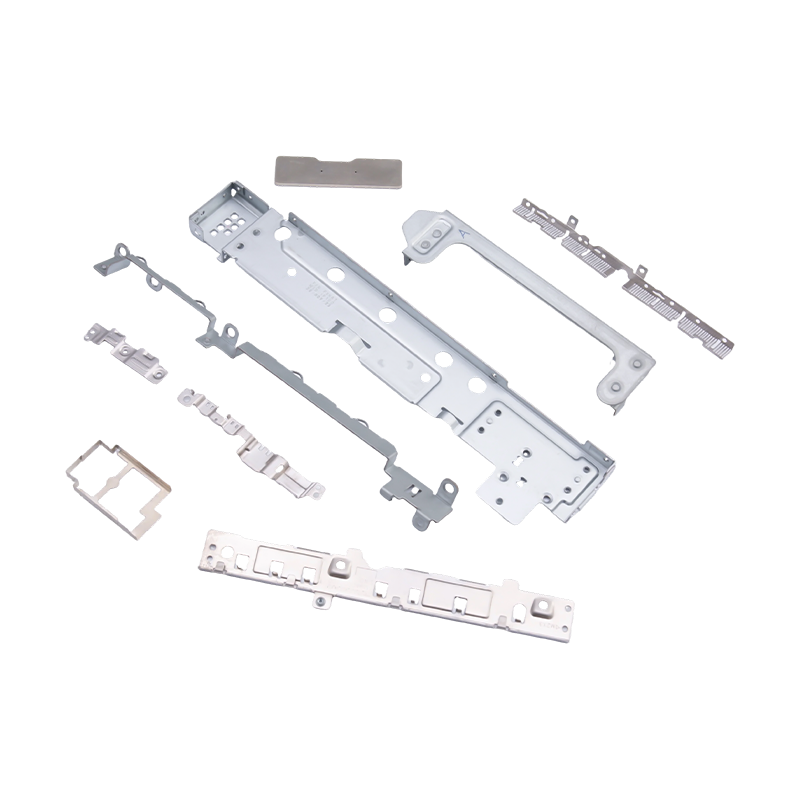
Bagian stempel kecil untuk laptop dan ponsel
Sebagai komponen internal penting untuk elektro...
-
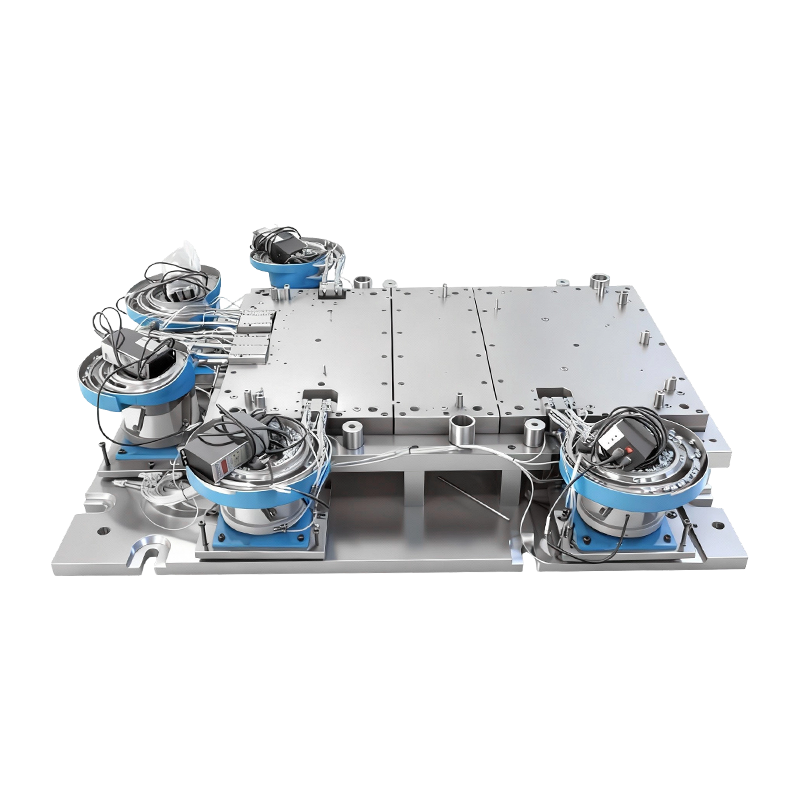
Cetakan memukau otomatis untuk basis mesin komputer besar
Cetakan Paku Keling Otomatis untuk Basis Mesin ...
-
Suku cadang otomotif kecil suku cadang die stamping progresif
Suku cadang die stamping progresif suku cadang ...
Berita Industri
Rumah / Berita / Berita Industri / Apa Perbedaan Antara Stamping Otomotif Tradisional dan yang Dioptimalkan untuk Simulasi?
Apa Perbedaan Antara Stamping Otomotif Tradisional dan yang Dioptimalkan untuk Simulasi?
2026-03-02
Mengapa Kesenjangan Antara Dies Tradisional dan Dioptimalkan Simulasi Penting Saat Ini
Stamping otomotif mati selalu menjadi salah satu investasi perkakas yang paling menuntut secara teknis dalam pembuatan kendaraan. Satu set cetakan untuk satu panel bodi dapat mewakili ratusan ribu dolar dalam hal rekayasa, permesinan, dan waktu uji coba—dan konsekuensi dari kesalahan desain diukur tidak hanya dalam biaya pengerjaan ulang tetapi juga dalam peluncuran produksi yang tertunda, peningkatan tingkat scrap, dan penurunan kualitas komponen yang menyebar melalui operasi perakitan hilir. Selama beberapa dekade, desain cetakan mengandalkan akumulasi pengetahuan empiris dari pembuat perkakas berpengalaman: uji coba fisik berulang, penyesuaian manual terhadap gaya blank holder dan menggambar geometri manik, dan penyempurnaan progresif melalui coba-coba hingga cetakan menghasilkan bagian yang dapat diterima secara konsisten.
Peralihan ke arah cetakan otomotif yang dioptimalkan dengan simulasi tidak terjadi dalam semalam, namun lajunya telah meningkat tajam seiring dengan semakin rumitnya program kendaraan dan semakin padatnya waktu. Kendaraan listrik khususnya telah menimbulkan tantangan material baru—selubung baterai paduan magnesium-aluminium, komponen struktural baja berkekuatan sangat tinggi, dan geometri kompleks yang mendorong batas pembentukan—yang tidak dapat diatasi dengan andal oleh pendekatan empiris tradisional dalam jadwal pengembangan yang padat dan padat seperti yang diminta pasar. Memahami perbedaan nyata antara desain dan produksi die tradisional dan yang dioptimalkan simulasi sangat penting bagi tim teknik untuk mengevaluasi proses pengembangan perkakas mereka pada tahun 2025 dan seterusnya.
Bagaimana Sebenarnya Pengembangan Stamping Die Otomotif Tradisional Bekerja
Pengembangan cetakan stamping otomotif tradisional dimulai dengan geometri bagian dan spesifikasi material, dari mana perancang cetakan berpengalaman membangun konsep cetakan berdasarkan aturan desain yang ditetapkan dan pencocokan pola dengan bagian serupa sebelumnya. Geometri punch, die, blank holder, dan die set ditentukan melalui kombinasi rumus buku pegangan, pedoman desain kepemilikan, dan penilaian desainer. Ukuran blanko diperkirakan menggunakan metode berbasis area atau pembukaan geometrik yang disederhanakan, dan posisi draw bead serta gaya penahan dipilih berdasarkan pengalaman umum dengan bentuk panel yang sebanding, bukan berdasarkan analisis keadaan tegangan spesifik pada bagian saat ini.
Fase uji coba fisik adalah saat proses tradisional memvalidasi atau mengungkap keterbatasan pendekatan ini. Ketika cetakan awal menghasilkan bagian-bagian dengan kerutan di daerah tegangan rendah, retak pada jari-jari yang sempit, penipisan material yang berlebihan pada lokasi struktural kritis, atau pegas yang mendorong geometri yang terbentuk di luar pita toleransi ±0,02 mm yang diperlukan untuk perakitan panel bodi secara presisi, responsnya adalah intervensi fisik: menyesuaikan gaya penahan kosong melalui penambahan shim, memodifikasi geometri draw bead dengan mengelas dan menggiling ulang, mengubah perlakuan permukaan di zona gesekan tinggi, atau memotong permukaan cetakan untuk mengubah pola aliran logam. Setiap intervensi memerlukan uji coba baru, dan panel yang kompleks mungkin memerlukan puluhan iterasi sebelum cetakan menghasilkan bagian yang dapat diterima secara konsisten.
Implikasi biaya dari pendekatan ini sangat besar. Waktu uji coba fisik pada mesin cetak transfer besar atau jalur cetakan progresif mahal, dan tenaga kerja teknik yang diperlukan untuk mendiagnosis cacat, merancang intervensi, dan melaksanakan modifikasi terakumulasi dengan cepat pada panel yang menantang. Lebih penting lagi, pendekatan empiris tidak memberikan jaminan konvergensi—beberapa desain cetakan yang murni berdasarkan pengalaman mencapai titik optimal lokal yang tidak dapat ditingkatkan tanpa desain ulang yang mendasar, sebuah situasi yang mungkin tidak akan terlihat sampai investasi yang signifikan telah dilakukan pada peralatan fisik.
Apa Perubahan Desain Die yang Dioptimalkan Simulasi dalam Proses Pengembangan
Pengembangan cetakan stempel otomotif yang dioptimalkan dengan simulasi menggantikan sebagian besar siklus coba-coba fisik dengan analisis pembentukan virtual yang dilakukan sebelum logam apa pun dipotong. Perangkat lunak analisis elemen hingga (FEA) memodelkan proses pembentukan lengkap—mulai dari kontak blanko dengan dudukan blanko hingga kedalaman penarikan penuh—menghitung tegangan, regangan, distribusi ketebalan, dan perilaku pegas lembaran logam berdasarkan geometri perkakas dan kondisi proses yang diterapkan. Keluaran simulasi mengidentifikasi lokasi-lokasi cacat yang potensial: daerah yang mendekati kurva batas pembentukan dimana risiko retak meningkat, zona akumulasi tegangan tekan dimana kerutan akan terjadi, dan daerah dengan penipisan berlebihan yang akan mengganggu kinerja struktural atau kualitas permukaan.
Yang terpenting, simulasi memungkinkan optimasi parametrik yang secara praktis tidak mungkin dilakukan melalui uji coba fisik. Gaya penahan kosong dapat divariasikan pada rentang kelayakan penuhnya dalam hitungan menit waktu komputasi untuk menemukan nilai yang secara bersamaan menekan kerutan dan menghindari retak—mode kegagalan berlawanan yang membuat kalibrasi gaya penahan kosong sangat menantang dalam pengembangan cetakan tradisional. Geometri, posisi, dan gaya penahan manik gambar dapat dioptimalkan untuk setiap bagian perimeter kosong secara independen, dengan memperhitungkan hambatan aliran yang bergantung pada arah yang diperlukan untuk mengatur distribusi logam dalam geometri panel asimetris yang kompleks. Pemilihan perawatan permukaan—termasuk penyelesaian akhir Ra ≤ 0,05μm yang sangat halus yang diperlukan di zona deep drawing—dapat dievaluasi melalui studi sensitivitas koefisien gesekan yang mengukur bagaimana peningkatan kualitas permukaan memengaruhi hasil pembentukan sebelum melakukan operasi pemesinan dan penyelesaian yang mencapai tujuan tersebut.
Deep Drawing Dies untuk Komponen EV: Dimana Simulasi Menjadi Penting
Transisi kendaraan listrik telah menimbulkan tantangan baru yang membuat simulasi tidak hanya menguntungkan tetapi juga diperlukan secara praktis. Cetakan deep drawing untuk komponen khusus EV—khususnya casing baterai paduan magnesium-aluminium dengan rasio deep drawing melebihi 2,5:1—beroperasi pada batas kemampuan material untuk bertahan tanpa kegagalan. Perilaku batas pembentukan paduan aluminium pada dasarnya berbeda dari baja ringan dan berkekuatan tinggi yang dikembangkan oleh pengalaman pengembangan cetakan stamping otomotif tradisional: aluminium menunjukkan sifat mampu bentuk yang lebih rendah, efek anisotropi yang lebih kuat, dan sensitivitas yang lebih besar terhadap laju regangan dan suhu dibandingkan nilai baja panel bodi konvensional.
Alat simulasi yang dikalibrasi dengan data properti material yang akurat—termasuk kurva batas pembentukan, koefisien anisotropi, dan kurva tegangan aliran yang ditentukan dari pengujian karakterisasi material fisik—dapat memprediksi apakah geometri cetakan yang diusulkan akan berhasil membentuk casing baterai aluminium tanpa retak pada radius pukulan atau kerutan pada flensa, sebelum investasi perkakas apa pun dilakukan. Kemampuan prediktif ini sangat berharga terutama untuk rasio deep drawing di atas 2,5:1, di mana jendela proses antara mode kegagalan kerutan dan retak menyempit hingga ke titik di mana penyesuaian empiris tidak mungkin menghasilkan kondisi pengoperasian yang stabil tanpa panduan komputasi yang sistematis.
Prediksi penipisan material adalah keluaran simulasi penting lainnya untuk cetakan gambar dalam EV. Selubung baterai dan komponen struktural EV telah menetapkan persyaratan ketebalan dinding minimum berdasarkan analisis struktural dan standar keselamatan. Simulasi memungkinkan perancang cetakan untuk memverifikasi bahwa penipisan di daerah yang paling teregang tetap berada dalam batas yang diperbolehkan di seluruh variasi produksi—penyebaran properti material, toleransi ketebalan blanko, variasi kondisi pelumasan—dan bukan hanya pada titik desain nominal yang diwakili oleh uji coba fisik.
Perbandingan Head-to-Head: Pengembangan Stamping Die Tradisional vs. Dioptimalkan Simulasi
Perbedaan praktis antara kedua pendekatan ini paling baik dipahami pada dimensi-dimensi utama yang menentukan biaya, waktu, dan kualitas hasil program:
| Dimensi Pembangunan | Pendekatan Tradisional | Pendekatan yang Dioptimalkan Simulasi |
| Waktu deteksi cacat | Uji coba fisik, pasca pemesinan | Analisis virtual, pra-pemesinan |
| Optimalisasi kekuatan pemegang kosong | Penyesuaian shim empiris | Sapuan FEA parametrik |
| Kemampuan material aluminium/EV | Tidak dapat diandalkan di atas rasio undian 2,0:1 | Divalidasi untuk rasio melebihi 2,5:1 |
| Manajemen musim semi | Pemotongan kompensasi coba-coba | Diprediksi dan diberi kompensasi awal dalam CAD |
| Pencapaian toleransi (±0,02mm) | Diperlukan beberapa iterasi uji coba | Kemampuan serangan pertama jauh lebih tinggi |
| Risiko waktu program | Tinggi, iterasi uji coba tidak dapat diprediksi | Berkurang, masalah besar terselesaikan secara virtual |
Integrasi Pemantauan Cerdas dan Peran Struktur Die Modular
Optimalisasi simulasi tidak berakhir ketika desain die diselesaikan dan dikerjakan. Cetakan stempel otomotif modern semakin mengintegrasikan sistem pemantauan cerdas—sensor dalam cetakan yang mengukur distribusi gaya dudukan kosong, sensor emisi akustik yang mendeteksi inisiasi retakan, dan sistem penglihatan yang memeriksa geometri bagian pada kecepatan pengepresan—yang memberikan umpan balik waktu nyata selama produksi. Infrastruktur pemantauan ini memungkinkan para insinyur proses untuk mendeteksi penyimpangan dari kondisi pembentukan yang dioptimalkan yang ditetapkan oleh simulasi sebagai jendela operasi yang stabil, sehingga memicu tindakan perbaikan sebelum tingkat kerusakan meningkat dibandingkan setelah sisa-sisa terakumulasi.
Struktur cetakan modular semakin memperluas nilai optimalisasi simulasi dengan memungkinkan masing-masing komponen cetakan—sisipan pada lokasi kritis keausan, segmen draw bead, bagian penahan kosong—untuk diganti secara independen ketika keausan menurunkan geometrinya di bawah toleransi yang diperlukan untuk mempertahankan kondisi pembentukan yang dioptimalkan. Daripada menghentikan seluruh rangkaian cetakan ketika satu wilayah mendekati keausan, konstruksi modular memungkinkan penggantian komponen yang terkena dampak secara tepat sasaran, menjaga investasi dalam struktur cetakan yang tersisa, dan menjaga kualitas perawatan permukaan—Ra ≤ 0,05μm di zona pembentukan kritis—yang bergantung pada proses simulasi yang dioptimalkan untuk kondisi gesekan dan kualitas komponen yang konsisten.
Panduan Praktis untuk Tim Teknik yang Mengevaluasi Transisi
Tim teknik yang mempertimbangkan transisi dari pengembangan cetakan stempel otomotif tradisional ke yang dioptimalkan untuk simulasi harus menilai proses mereka saat ini berdasarkan beberapa kriteria praktis. Alasan yang paling kuat untuk melakukan investasi simulasi adalah ketika program tersebut mencakup salah satu karakteristik berikut yang tidak dapat ditangani dengan baik oleh metode empiris tradisional:
- Material baja berkekuatan tinggi atau paduan aluminium yang canggih dengan margin batas pembentukan yang sempit dan variasi properti material memiliki dampak signifikan terhadap risiko cacat
- Dies gambar dalam menargetkan rasio penarikan di atas 2,0:1, khususnya untuk selubung baterai EV dan komponen berongga struktural di mana batas penipisan material ditentukan secara ketat
- Panel bodi dengan persyaratan permukaan Kelas A dimana cacat kerutan atau defleksi permukaan tidak dapat diterima secara kosmetik dan tidak dapat ditoleransi bahkan untuk sementara selama uji coba
- Program dengan jadwal pengembangan terkompresi di mana iterasi uji coba fisik yang diperpanjang menimbulkan risiko jadwal yang tidak dapat diterima
- Produksi bervolume tinggi terhenti ketika biaya investasi simulasi yang diamortisasi dapat diabaikan dibandingkan dengan keuntungan efisiensi produksi dari proses pembentukan yang lebih stabil dan kuat
Investasi yang diperlukan untuk mengimplementasikan pengembangan stamping die otomotif yang dioptimalkan simulasi mencakup lisensi perangkat lunak, pengujian karakterisasi material untuk mengisi kartu material simulasi yang akurat, dan pengembangan keterampilan teknik yang diperlukan untuk menafsirkan hasil simulasi dan menerjemahkannya ke dalam keputusan desain die yang dapat ditindaklanjuti. Biaya-biaya ini nyata namun secara konsisten dapat dipulihkan melalui pengurangan waktu uji coba fisik, tingkat scrap yang lebih rendah selama peluncuran produksi, dan penghapusan modifikasi die tahap akhir yang mewakili beberapa intervensi paling mahal dalam pengembangan program otomotif. Untuk fasilitas yang memproduksi cetakan untuk panel bodi tradisional dan komponen ringan khusus kendaraan listrik, kemampuan simulasi bukanlah aspirasi masa depan—hal ini merupakan persyaratan kompetitif saat ini.

Posting Sebelumnya
Apa Perbedaan Utama Antara Micro-Stamping dan Komponen Elektronik Standar?
Posting Berikutnya
Bagaimana Baja Berkekuatan Tinggi Tingkat Lanjut Mengubah Pembuatan Suku Cadang Stamping Otomotif?
Kami Produk.

Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
