-
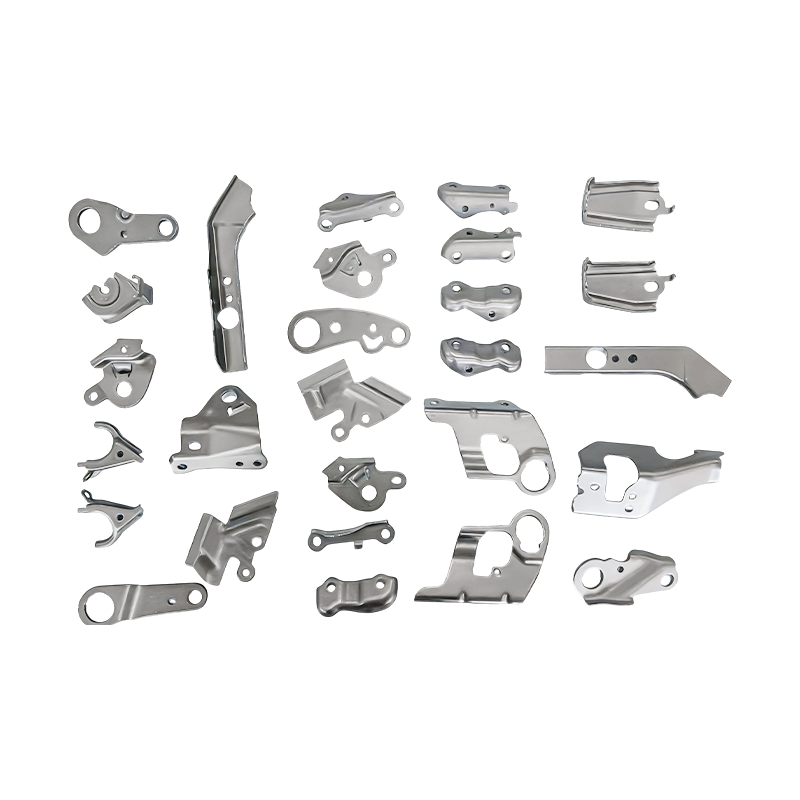
Suku cadang otomotif kecil suku cadang die stamping progresif
Suku cadang die stamping progresif suku cadang ...
-
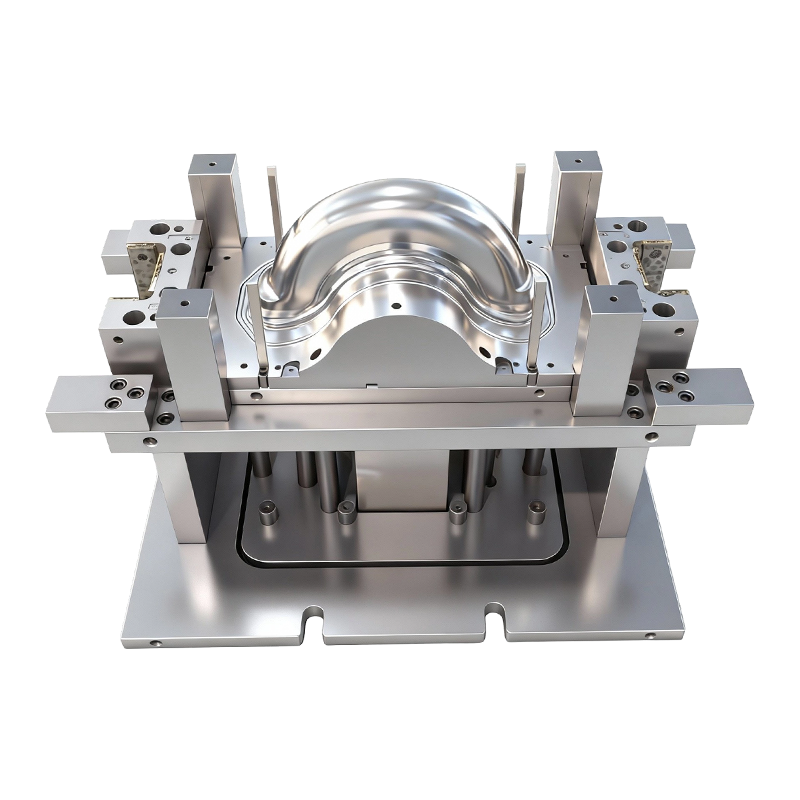
Cetakan deep drawing untuk roda depan dan belakang kendaraan listrik roda dua
Cetakan gambar dalam untuk roda depan dan belak...
-
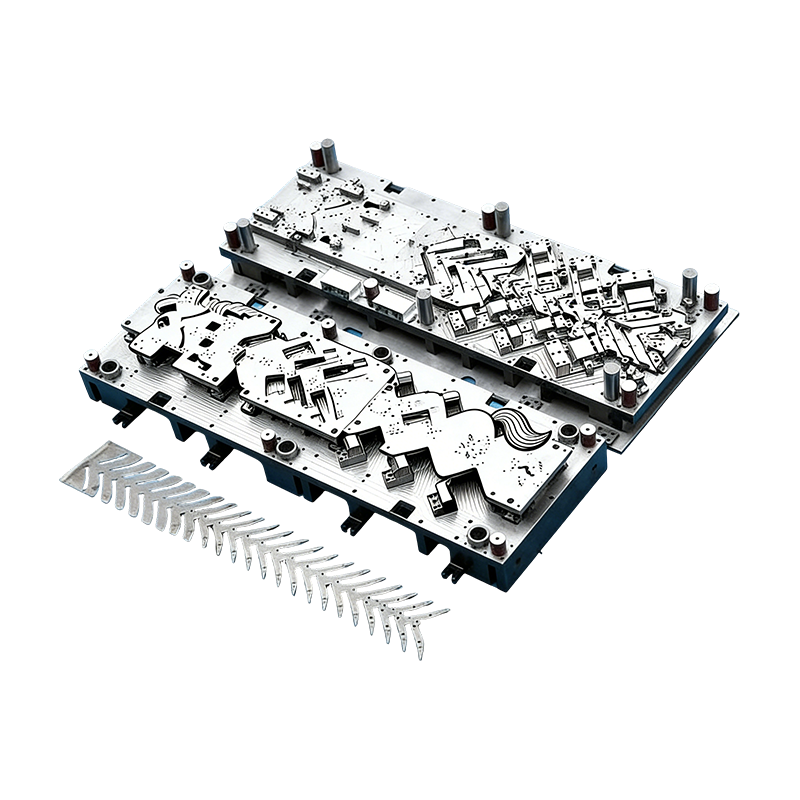
Cetakan progresif untuk suku cadang otomotif
Cetakan berkelanjutan untuk rumah motor otomoti...
-

Bagian stamping rumah motor otomotif
Suku cadang stamping rumah motor otomotif adala...
-
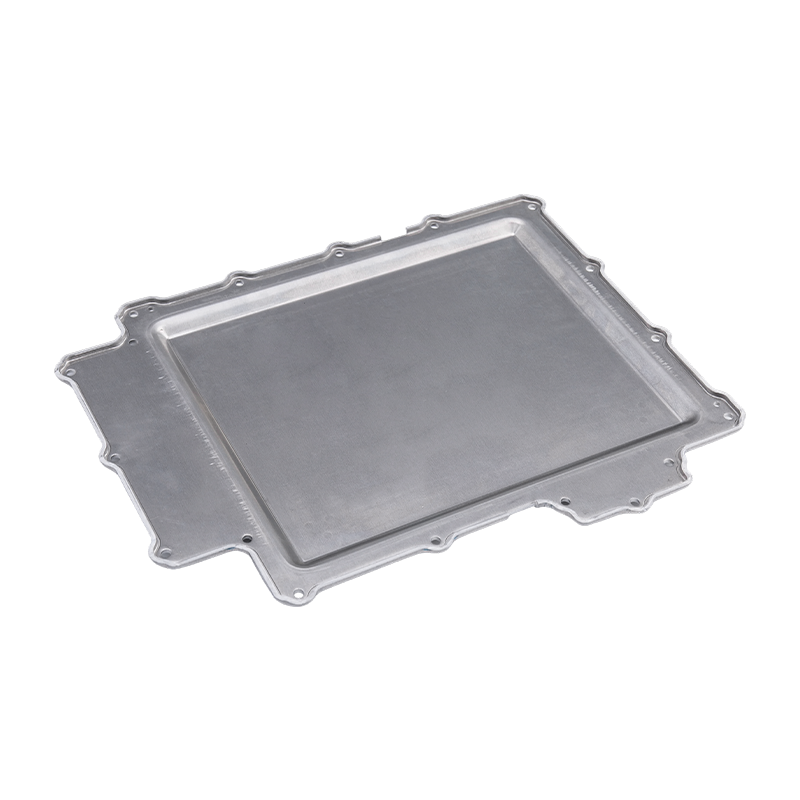
Bagian stempel penutup baterai
Suku cadang stempel penutup baterai kami adalah...
Berita Industri
Rumah / Berita / Berita Industri / Dari Panel Bodi hingga Casing Baterai: Rekayasa di Balik Deep Drawing Otomotif
Dari Panel Bodi hingga Casing Baterai: Rekayasa di Balik Deep Drawing Otomotif
2026-04-21
Apa Itu Stamping Dies Otomotif dan Bagaimana Cara Kerjanya
Stamping otomotif mati adalah sistem perkakas presisi yang digunakan untuk membentuk lembaran logam datar menjadi komponen tiga dimensi yang kompleks melalui deformasi plastis yang terkendali. Di antara berbagai jenisnya, menggambar mati dan gambar dalam mati adalah bagian paling penting untuk memproduksi komponen berongga atau berbentuk cangkir — mulai dari panel luar pintu dan tudung hingga penutup baterai dan penguat struktural.
Proses deep drawing bekerja dengan menekan blanko logam datar ke dalam rongga cetakan menggunakan pelubang, sedangkan pemegang kosong menerapkan gaya terkendali untuk memandu aliran logam dan mencegah cacat. Tidak seperti pembentukan dangkal, gambar dalam mencapai rasio gambar — rasio diameter kosong terhadap diameter pukulan — yang biasanya melebihi 2,5:1, sehingga memungkinkan produksi bagian yang jauh lebih dalam dibandingkan dengan lebarnya. Kemampuan ini penting untuk aplikasi otomotif di mana geometri kompleks dan integritas struktural harus hidup berdampingan.
Rakitan cetakan lengkap biasanya mencakup empat komponen utama:
- Itu pukulan , yang secara fisik merusak bentuk logam kosong ke bawah ke dalam rongga
- Itu mati (cetakan betina), yang menentukan bentuk luar dan dimensi bagian yang dibentuk
- Itu blank holder , yang memberikan tekanan yang dapat disesuaikan pada flensa lembaran logam untuk mengatur aliran material
- Itu mati set (perakitan dasar dan pemandu), yang memastikan keselarasan dan pengulangan yang tepat di seluruh siklus produksi
Bersama-sama, komponen-komponen ini harus direkayasa dengan tingkat toleransi yang biasanya dipertahankan ±0,02mm , memastikan keakuratan dimensi di seluruh proses produksi bervolume tinggi yang dapat mencapai ratusan ribu suku cadang per tahun.
Kriteria Desain Utama untuk Deep Drawing Dies Berkinerja Tinggi
Merancang cetakan gambar dalam yang efektif untuk penggunaan otomotif memerlukan keseimbangan berbagai tuntutan teknik yang bersaing. Desain yang buruk menyebabkan alat retak, kusut, muncul kembali, atau terlalu dini — yang semuanya secara langsung meningkatkan biaya produksi dan waktu henti. Parameter berikut ini penting untuk mencapai keluaran yang konsisten dan bebas cacat.
Kontrol Kekuatan Pemegang Kosong
Blank holder force (BHF) merupakan salah satu variabel yang paling berpengaruh dalam proses deep drawing. BHF yang tidak mencukupi menyebabkan lembaran logam melengkung dan berkerut saat mengalir ke dalam; BHF yang berlebihan membatasi aliran material dan menyebabkan robek atau retak pada radius pukulan. Modern stempel otomotif mati gunakan penahan kosong yang dikontrol secara hidraulik atau servo yang mampu menyesuaikan tekanan secara dinamis sepanjang siklus kayuhan — seringkali bervariasi dari 20% hingga 80% gaya maksimum tergantung pada kedalaman pembentukan dan jenis material.
Penyelesaian Permukaan dan Pengurangan Gesekan
Permukaan cetakan yang bersentuhan dengan lembaran logam harus mencapai hasil akhir yang sangat halus untuk meminimalkan penipisan dan kerusakan akibat gesekan. Standar industri untuk kinerja tinggi gambar dalam mati memerlukan kekasaran permukaan sebesar Ra ≤ 0,05μm , dicapai melalui pemolesan, pelapisan krom keras, atau pelapisan deposisi uap fisik (PVD) seperti TiCN atau DLC (karbon mirip berlian). Pelapisan ini juga memperpanjang masa pakai alat secara signifikan, sehingga mengurangi interval penggantian di lingkungan produksi massal.
Arsitektur Perkakas Modular
Struktur die modular memungkinkan komponen individual — seperti punch, insert, atau segmen blank holder — diganti secara independen dibandingkan memerlukan penggantian die penuh. Untuk OEM otomotif yang menjalankan beberapa varian model pada platform bersama, modularitas mengurangi investasi perkakas sebesar 25–40% dan mempersingkat waktu pergantian dari jam ke menit. Pendekatan desain ini juga menyederhanakan penjadwalan pemeliharaan dan memungkinkan adaptasi yang lebih cepat terhadap perintah perubahan teknik (ECOs).
Aplikasi pada Kendaraan Tradisional vs Kendaraan Listrik
Meskipun mekanisme dasar deep drawing tetap konsisten, persyaratan khusus untuk kendaraan tradisional dan kendaraan listrik (EV) sangat berbeda — mencerminkan perbedaan dalam material, geometri, dan prioritas struktural.
| Parameter | Kendaraan Tradisional | Kendaraan Listrik |
|---|---|---|
| Bahan primer | Baja ringan, baja HSLA | Paduan aluminium, paduan magnesium-aluminium |
| Rasio gambar yang khas | 1.8:1 – 2.2:1 | 2.5:1 dan lebih tinggi |
| Komponen kunci yang terbentuk | Panel pintu, kap mesin, tutup bagasi | Selongsong baterai, rumah motor, alas lantai |
| Persyaratan toleransi | ±0,05mm (panel bodi) | ±0,02mm (battery enclosures) |
| Tantangan materi mati | Ketahanan aus untuk pembentukan baja | Pencegahan rasa sakit dengan paduan lunak |
Untuk aplikasi khusus EV, menggambar mati dirancang untuk casing baterai paduan magnesium-aluminium menghadapi tantangan unik. Paduan ringan ini memiliki keuletan yang lebih rendah dibandingkan baja dan lebih rentan terhadap pegas dan permukaan yang tergores. Dies untuk komponen-komponen ini biasanya direkayasa dengan perkakas yang dipanaskan (pembentukan hangat pada suhu 200–300°C) untuk meningkatkan aliran material, bersama dengan saluran pengiriman pelumas khusus yang diintegrasikan ke dalam struktur die untuk menjaga kondisi gesekan yang konsisten sepanjang proses produksi yang panjang.
Teknologi Simulasi dan Pemantauan Cerdas dalam Rekayasa Die
Modern stempel otomotif mati dikembangkan bersama dengan platform simulasi tingkat lanjut sebelum perkakas fisik apa pun diproduksi. Perangkat lunak analisis elemen hingga (FEA) — termasuk alat seperti AutoForm, Pam-Stamp, dan LS-DYNA — memungkinkan para insinyur untuk mensimulasikan seluruh proses pembentukan secara virtual, memprediksi distribusi penipisan, zona risiko kerutan, besaran pegas, dan persyaratan tekanan penahan kosong dengan akurasi tinggi.
Alur kerja simulasi tipikal untuk komponen mendalam yang kompleks meliputi:
- Masukan karakterisasi material — kekuatan luluh, nilai-n (eksponen pengerasan regangan), nilai-r (rasio anisotropi plastis) untuk paduan dan temper tertentu
- Analisis pembentukan diagram batas (FLD). — mengidentifikasi zona aman, marjinal, dan kegagalan dalam bagian yang terbentuk
- Pemodelan kompensasi springback — memprediksi pemulihan elastis dan geometri cetakan pra-kompensasi untuk mencapai bentuk jaring akhir
- Matikan uji coba iterasi virtual — mengurangi siklus uji coba fisik dari 10–15 menjadi kurang dari 5 per bagian, sehingga menghemat banyak waktu dan biaya material
Selain desain, sistem pemantauan cerdas semakin banyak diterapkan dalam produksi gambar dalam mati diri mereka sendiri. Sensor gaya piezoelektrik mengukur distribusi gaya dudukan kosong secara real-time, sedangkan sensor emisi akustik mendeteksi tanda-tanda awal kerusakan atau keretakan material sebelum komponen yang rusak diproduksi. Data dari sensor ini dimasukkan ke dalam sistem eksekusi manufaktur (MES), memungkinkan kontrol proses loop tertutup yang menyesuaikan parameter pengepresan secara dinamis — menjaga stabilitas dimensi meskipun sifat batch material bervariasi antar lot kumparan.
Pemilihan Material dan Perawatan Permukaan untuk Umur Alat yang Panjang
Kehidupan pelayanan menggambar mati produksi otomotif dalam jumlah besar merupakan faktor ekonomi yang penting. Set cetakan panel bodi pada umumnya diharapkan dapat menghasilkan 500.000 hingga 1.000.000 komponen sebelum memerlukan perbaikan besar-besaran. Untuk mencapai hal ini memerlukan pemilihan material cetakan yang cermat dan perawatan permukaan yang disesuaikan dengan material benda kerja dan volume produksi.
Bahan die yang umum digunakan dalam stamping otomotif meliputi:
- Besi cor ulet (GGG70L) — hemat biaya untuk cetakan bervolume rendah hingga sedang, kemampuan mesin yang baik tetapi kekerasannya lebih rendah (58–62 HRC setelah perawatan)
- Baja perkakas (D2, DC53) — kekerasan dan ketahanan aus yang lebih tinggi, lebih disukai untuk cetakan baja bervolume tinggi
- Sisipan karbida — diterapkan pada zona kontak dengan tingkat keausan tinggi seperti jari-jari cetakan dan manik-manik tarik, sehingga memperpanjang masa pakai lokal sebesar 3–5× dibandingkan dengan baja perkakas saja
- Paduan aluminium perunggu — digunakan untuk cetakan yang membentuk benda kerja aluminium atau magnesium, mencegah kerusakan akibat pasangan material yang berbeda
Perawatan permukaan yang diterapkan setelah pemesinan dan perlakuan panas semakin meningkatkan kinerja. Nitridasi meningkatkan kekerasan permukaan hingga 70 HRC sambil mempertahankan ketangguhan inti. Lapisan PVD seperti TiAlN menawarkan kekerasan melebihi 3.000 HV dan mengurangi koefisien gesekan dari ~0,15 hingga di bawah 0,05 — yang secara langsung berarti berkurangnya penipisan pada komponen ringan EV di mana keseragaman ketebalan dinding sangat penting untuk penyegelan selubung baterai dan kinerja struktural.
Mengadaptasi Stamping Dies Otomotif untuk Tren Ringan dan Kekuatan Tinggi
Pergeseran industri otomotif yang semakin cepat menuju bobot yang lebih ringan — didorong oleh efisiensi rangkaian kendaraan listrik dan peraturan emisi — secara mendasar mengubah tuntutan yang ada pada kendaraan listrik. stempel otomotif mati . Baja berkekuatan tinggi tingkat lanjut (AHSS) dengan kekuatan tarik di atas 1.000 MPa, serta paduan aluminium seri 6xxx dan 7xxx, semakin banyak menggantikan baja ringan konvensional dalam aplikasi struktural. Bahan-bahan ini memerlukan kekuatan pembentukan yang jauh lebih tinggi, kontrol BHF yang lebih tepat, dan strategi kompensasi pegas yang ditingkatkan dibandingkan pendahulunya.
Bagi produsen yang memasok cetakan ke pasar yang terus berkembang ini, responsnya bersifat multi-arah. Struktur cetakan sedang didesain ulang dengan kekakuan yang lebih tinggi untuk menahan peningkatan beban pembentukan tanpa kesalahan dimensi yang disebabkan oleh defleksi. Saluran pendingin dan pemanas diintegrasikan ke dalam badan cetakan untuk memungkinkan pembentukan aluminium dan baja boron dalam keadaan hangat atau panas. Dan proses uji coba yang didorong oleh simulasi mempersingkat jadwal pengembangan bahkan ketika kompleksitas bagian meningkat.
Pada akhirnya, gambar dalam mati untuk komponen otomotif dan kendaraan listrik generasi mendatang harus secara bersamaan memberikan toleransi yang lebih ketat, masa pakai yang lebih lama, penyetelan yang lebih cepat, dan kompatibilitas dengan rangkaian material canggih yang lebih luas. Untuk mencapai keseimbangan ini memerlukan pendekatan teknik terpadu — menggabungkan manufaktur presisi, pelapisan canggih, pemantauan proses real-time, dan keahlian ilmu material — yang menempatkan teknologi deep drawing die sebagai penggerak utama transformasi industri otomotif.

Posting Sebelumnya
Bagian Stamping Logam: Jenis & Aplikasi
Posting Berikutnya
Mengapa Paduan Aluminium Menggantikan Baja di Bagian Stamping Elektronik?
Kami Produk.
Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
