-
Bagian stempel laptop
Suku cadang stamping laptop kami adalah kompone...
-
Bagian stamping oven kelas atas
Suku cadang stamping oven kelas atas kami adala...
-
Bagian stamping komputer besar kelas atas
Suku cadang stamping komputer besar kelas atas ...
-
Bagian stempel kecil untuk laptop dan ponsel
Sebagai komponen internal penting untuk elektro...
-
Bagian stempel jok mobil
Suku cadang stempel jok mobil adalah komponen l...
-

Bagian stamping rumah motor otomotif
Suku cadang stamping rumah motor otomotif adala...
Berita Industri
Bagian Stamping Logam: Jenis & Aplikasi
2026-04-27
Apa Itu Bagian Stamping Logam dan Mengapa Presisi Itu Penting
Bagian stempel logam adalah komponen yang diproduksi dengan menerapkan gaya terkontrol melalui cetakan dan pelubang pada stok lembaran logam datar, mengubah bahan mentah menjadi elemen struktural dan fungsional yang dibentuk secara tepat melalui operasi termasuk blanking, penindikan, pembengkokan, penarikan, dan pembuatan koin. Tidak seperti permesinan, yang menghilangkan material untuk mencapai geometri, stamping menggantikan dan membentuk logam, sehingga hampir tidak menghasilkan limbah material pada tahap pemotongan dan memungkinkan waktu siklus diukur dalam sepersekian detik per bagian. Kombinasi kecepatan, kemampuan pengulangan, dan konsistensi dimensi menjadikan stempel logam sebagai proses manufaktur yang dominan di mana pun diperlukan komponen lembaran logam dalam jumlah besar.
Presisi adalah karakteristik penentu yang membedakan stamping tingkat industri dari pekerjaan lembaran logam komoditas. Dalam aplikasi seperti elektronik konsumen, rakitan otomotif, dan peralatan rumah tangga, komponen yang dicap harus memenuhi toleransi seketat ±0,05 mm pada dimensi kritis, dengan deviasi kerataan dikontrol hingga kurang dari 0,1 mm di seluruh permukaan komponen. Untuk mencapai spesifikasi ini secara konsisten di seluruh proses produksi yang terdiri dari ratusan ribu keping, diperlukan perkakas cetakan progresif yang dirancang dengan akurasi tingkat mikron, sistem pengepres yang digerakkan oleh servo dengan pemantauan tonase waktu nyata, dan inspeksi penglihatan in-line yang mampu mendeteksi tinggi duri, deviasi posisi lubang, dan cacat permukaan pada kecepatan produksi.
Bahan yang diproses dalam stempel logam memiliki spektrum yang luas. Baja canai dingin (SPCC, DC01), lembaran elektro-galvanis, baja galvanis hot-dip, baja tahan karat grade 304 dan 430, paduan aluminium 1050 dan 5052, paduan tembaga, dan tembaga berilium semuanya dicap secara rutin tergantung pada persyaratan mekanis, ketahanan korosi, dan konduktivitas dari aplikasi target. Pemilihan bahan secara langsung mempengaruhi tingkat keausan cetakan, perilaku pegas, kualitas permukaan akhir, dan proses penyelesaian akhir — pelapisan, anodisasi, pelapisan bubuk — yang diperlukan untuk pencetakan akhir.
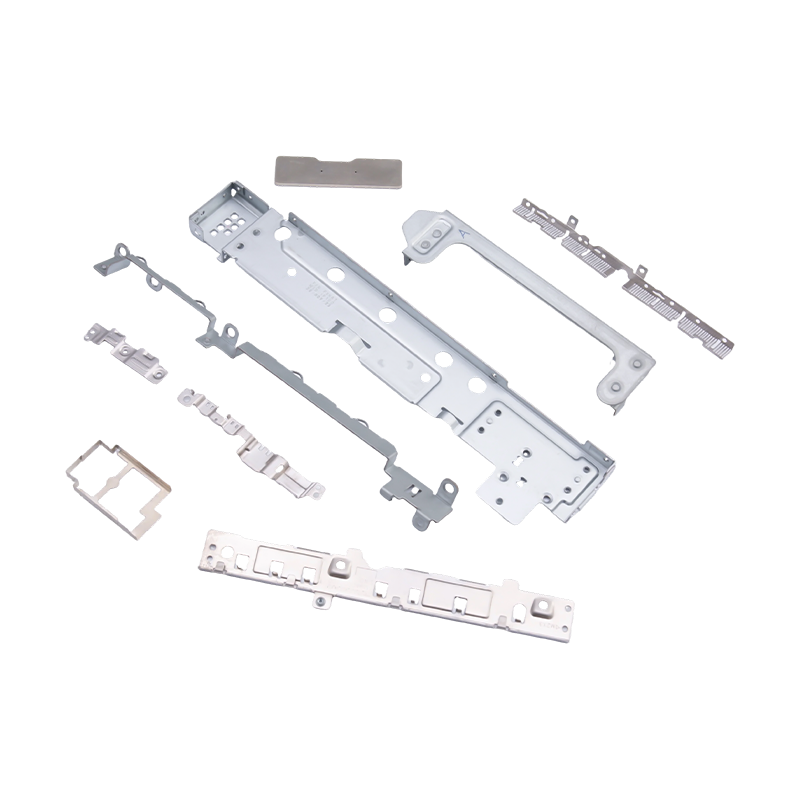
Suku Cadang Stamping Elektronik: Presisi di Inti Perangkat Modern
Bagian stempel elektronik mewakili salah satu segmen industri stamping logam yang paling menuntut secara teknis. Komponen yang diproduksi untuk rakitan papan sirkuit cetak, konektor, terminal, kaleng pelindung EMI, kontak baterai, rumah saklar, dan braket sensor harus menggabungkan akurasi dimensi submilimeter dengan sifat kinerja listrik, termal, dan mekanis tertentu — semuanya berada dalam batasan biaya yang parah di pasar elektronik konsumen yang kompetitif.
Terminal konektor dan pegas kontak adalah salah satu komponen stamping elektronik yang paling menantang untuk diproduksi. Diproduksi dari perunggu fosfor, tembaga berilium, atau stok strip kuningan dengan ketebalan mulai 0,1 mm hingga 0,5 mm, suku cadang ini memerlukan cetakan progresif multi-tahap yang secara bersamaan mengosongkan profil, membentuk geometri pegas, dan membentuk permukaan kontak dalam satu langkah tekan. Kekuatan kontak, ketahanan siklus penyisipan/penarikan, dan resistansi kontak — biasanya diperlukan di bawah 10 mΩ setelah 1.000 siklus penyisipan — divalidasi melalui protokol pengujian khusus aplikasi dan bukan melalui sertifikat bahan generik.
Kaleng Pelindung EMI dan Penutup RF
Kaleng pelindung EMI adalah bagian stempel elektronik berdinding tipis yang dibentuk dari nikel-perak, baja canai dingin, atau lembaran baja tahan karat dengan ketebalan 0,15–0,3 mm. Fungsinya adalah untuk menampung emisi frekuensi radio dari modul prosesor berkecepatan tinggi, IC komunikasi nirkabel, dan sirkuit manajemen daya pada PCB padat penduduk. Keakuratan dimensi perimeter dan tinggi kaleng sangat penting: celah yang melebihi 0,1 mm pada flensa tempat duduk menciptakan lubang yang mengurangi efektivitas pelindung sebesar 10–20 dB pada frekuensi di atas 1 GHz, yang secara langsung menurunkan kinerja radio perangkat dan berpotensi menyebabkan kegagalan sertifikasi peraturan.
Kontak Baterai dan Terminal Pegas
Pegas kontak baterai pada perangkat portabel harus menghasilkan gaya kontak yang konsisten di seluruh siklus masa pakai baterai secara penuh — biasanya 500–1.000 siklus untuk perangkat konsumen. Suku cadang stamping elektronik dalam kategori ini dibuat dari baja tahan karat atau perunggu fosfor dengan pelapisan emas atau nikel pada ujung kontak. Geometri pegas — kantilever, melingkar, atau terlipat — dioptimalkan melalui simulasi elemen hingga selama desain pahat untuk memastikan bahwa gaya kontak tetap berada dalam jendela yang ditentukan (biasanya 1–3 N) di seluruh tumpukan toleransi dimensi penuh sel baterai dan housing.
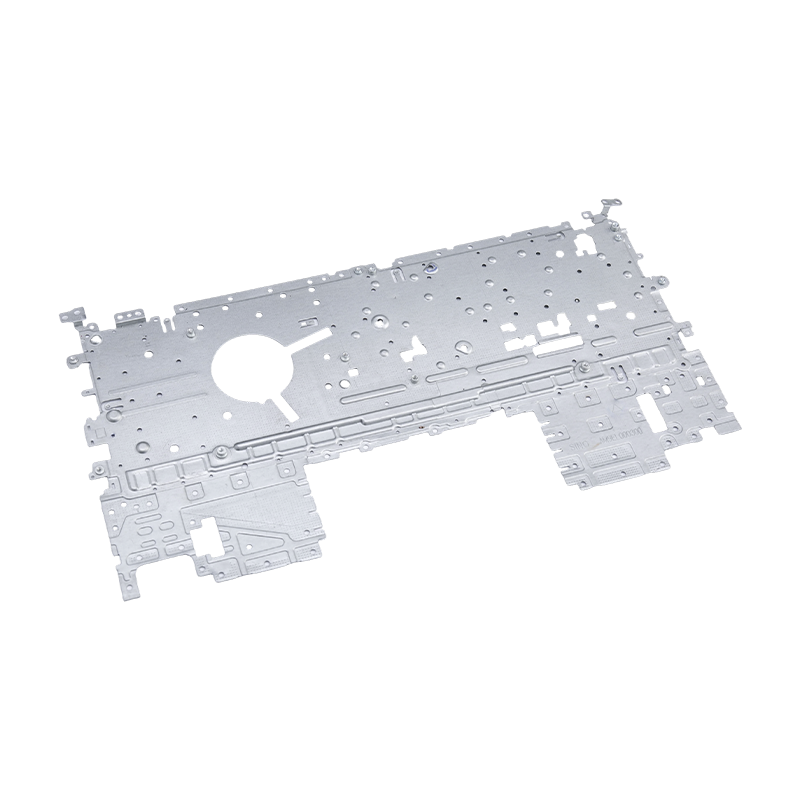
Bagian Stamping Laptop: Presisi Struktural dalam Rakitan Profil Tipis
Bagian stempel laptop beroperasi di bawah serangkaian batasan unik yang membedakannya dari komponen stamping elektronik pada umumnya. Dorongan tanpa henti menuju desain notebook yang lebih tipis dan ringan — dengan ketebalan sasis yang kini biasanya di bawah 14 mm dan total bobot sistem di bawah 1 kg — memerlukan komponen yang diberi stempel yang memberikan kekakuan struktural maksimum pada ketebalan material minimum, sekaligus dipasang dalam selubung perakitan yang diukur dalam sepersepuluh milimeter.
Braket engsel adalah salah satu bagian stamping laptop yang paling menuntut secara mekanis dalam desain notebook apa pun. Dibentuk dari baja tahan karat berkekuatan tinggi atau baja canai dingin dengan kekuatan tarik melebihi 600 MPa, braket engsel harus tahan terhadap pembebanan kelelahan siklik pada operasi buka-tutup tutup — biasanya dilakukan pada 20.000–30.000 siklus pada laptop kelas komersial — tanpa deformasi permanen atau retak permukaan. Pengecapan progresif yang diikuti dengan pembuatan koin di lokasi lubang engsel memastikan bahwa diameter lubang dan keakuratan posisi memenuhi persyaratan kesesuaian interferensi yang ketat pada rakitan pin pivot engsel.
Braket penguat sasis internal, penyangga pemasangan motherboard, klip penahan modul termal, dan rangka penyangga pelat belakang keyboard adalah kategori tambahan komponen stamping laptop yang memerlukan manajemen tumpukan dimensi sangat penting. Dengan toleransi perakitan pada tingkat sistem yang diukur dalam sepersekian milimeter, setiap stamping harus secara konsisten mencapai jendela toleransi individualnya — biasanya ±0,1 mm pada posisi lubang dan ±0,05 mm pada posisi kritis — untuk memungkinkan perakitan robotik tanpa penyesuaian manual. Perawatan permukaan termasuk pelapisan nikel tanpa listrik, oksida hitam, dan pelapisan konversi kimia diterapkan pada bagian ini untuk memenuhi persyaratan ketahanan terhadap korosi dan konduktivitas grounding.
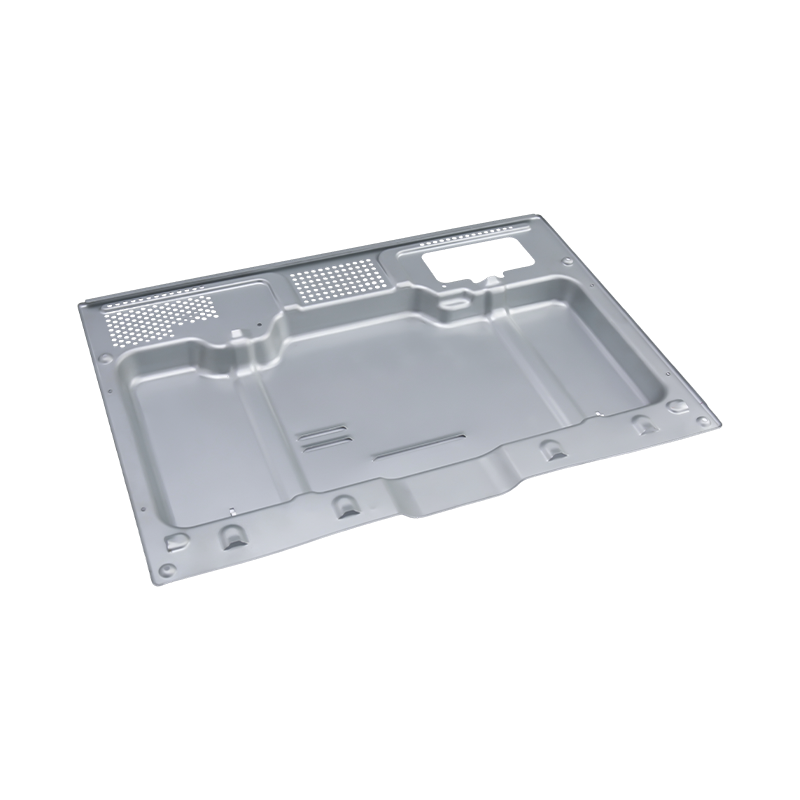
Suku Cadang Stamping Peralatan Rumah Tangga: Daya Tahan Direkayasa untuk Layanan Selama Puluhan Tahun
Bagian stamping peralatan rumah tangga berfungsi sebagai kerangka struktural dan fungsional inti dari lemari es, mesin cuci, AC, dan oven microwave. Tidak seperti barang elektronik konsumen – yang umumnya memiliki umur produk tiga hingga lima tahun – peralatan rumah tangga utama dirancang untuk pengoperasian terus-menerus selama sepuluh hingga lima belas tahun di lingkungan rumah tangga yang mencakup kelembapan, siklus suhu, getaran, dan paparan bahan kimia dari bahan pembersih. Komponen logam yang dicap di dalam produk ini harus sesuai dengan harapan ketahanan ini.
Pemilihan material untuk komponen stamping peralatan rumah tangga mencerminkan persyaratan masa pakai yang lama ini. Lembaran baja galvanis (hot-dip atau elektro-galvanis) memberikan perlindungan korosi pada panel interior dan komponen sasis yang terkena kondensasi dan bahan pembersih. Baja tahan karat grade 430 dikhususkan untuk permukaan luar yang terlihat dan komponen drum bagian dalam pada mesin cuci yang mengutamakan penampilan kosmetik dan ketahanan terhadap noda. Lembaran paduan aluminium — biasanya 3003 atau 5052 — digunakan pada sirip penukar panas dan panel depan dekoratif yang mengutamakan pengurangan bobot dan kompatibilitas anodisasi.
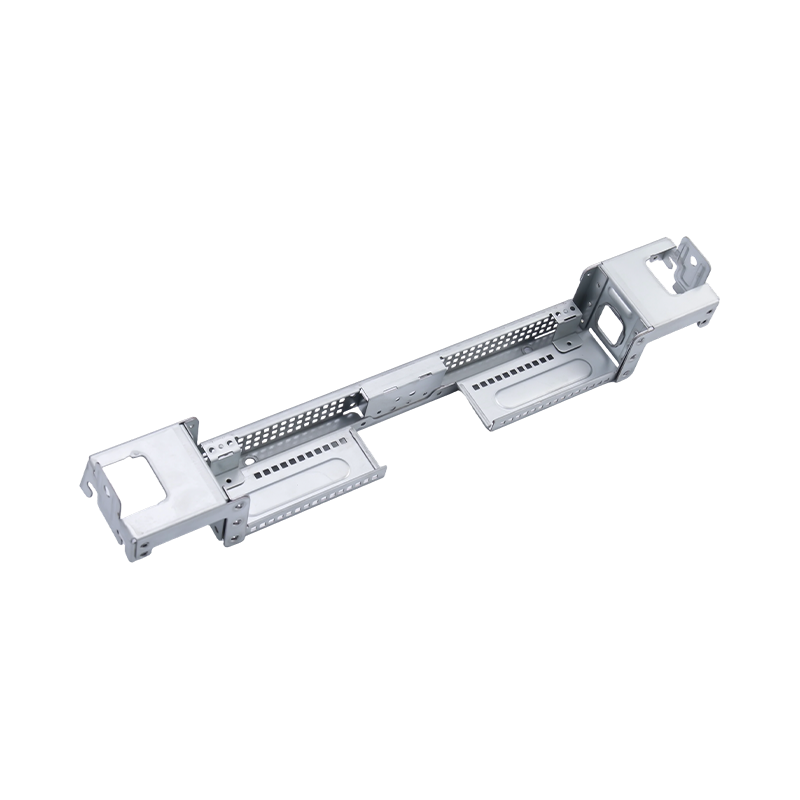
Peran Struktural: Braket, Sasis, dan Bagian Penghubung
Dalam rakitan peralatan, bagian stamping peralatan rumah tangga menjalankan tiga fungsi struktural utama. Braket pemasangan motor memasang motor internal — kompresor di lemari es, motor penggerak di mesin cuci, motor kipas di unit dalam ruangan AC — ke rangka alat dengan kekakuan yang cukup untuk mengisolasi getaran dan mencegah kegagalan kelelahan di lokasi pengikat selama masa pakai produk. Stempel sasis membentuk kerangka penahan beban yang menopang badan alat, memikul beban komponen internal, dan menyediakan datum dimensi yang menjadi acuan semua operasi perakitan. Bagian penghubung menghubungkan sub-rakitan utama, mentransfer beban mekanis antara rangka struktural, engsel pintu, struktur pemasangan panel kontrol, dan braket perutean perpipaan atau rangkaian kabel.
Persyaratan Pengendalian Mutu untuk Stempel Tingkat Peralatan
Pemeriksaan kualitas yang ketat dilakukan selama produksi komponen stamping peralatan rumah tangga untuk memenuhi tuntutan umur panjang perangkat rumah tangga. Parameter inspeksi berikut diverifikasi secara rutin pada inspeksi masuk, titik kontrol dalam proses, dan penerimaan akhir:
- Kerataan dan akurasi bentuk: Panel sasis dan permukaan pemasangan braket diperiksa pada pelat permukaan atau perlengkapan CMM untuk memastikan kerataan sesuai spesifikasi — biasanya 0,3–0,8 mm pada panjang panel penuh — untuk memastikan kesesuaian perakitan dan mencegah konsentrasi tegangan pada titik pengikat.
- Ketahanan korosi: Pengujian semprotan garam sesuai ISO 9227 — 72 hingga 240 jam tergantung pada aplikasinya — memverifikasi bahwa sistem pelapisan (pelapisan seng, galvanisasi, atau lapisan bubuk) memberikan perlindungan yang memadai untuk lingkungan servis yang diinginkan.
- Verifikasi dimensi fitur-fitur penting: Diameter lubang, jarak tepi ke lubang, dan sudut flensa bengkok pada antarmuka perakitan diukur dengan komparator optik atau mesin pengukur koordinat pada frekuensi pengambilan sampel yang ditentukan untuk memastikan bahwa suku cadang tetap berada dalam jendela toleransi selama proses produksi.
- Kontrol ketinggian duri: Tepian yang terbuka dan lubang berlubang diperiksa untuk mengetahui tinggi duri — biasanya diperlukan di bawah 0,1 mm — untuk mencegah kerusakan insulasi kabel, cedera operator selama perakitan, dan konsentrasi tegangan yang dapat memicu retakan akibat kelelahan selama pengoperasian alat.
Membandingkan Persyaratan Aplikasi di Seluruh Segmen Stamping
Tiga segmen utama — suku cadang stempel logam umum, suku cadang stempel elektronik, suku cadang stempel laptop, dan suku cadang stempel peralatan rumah tangga — memiliki proses manufaktur inti yang sama namun berbeda secara signifikan dalam tingkat material, toleransi dimensi, penyelesaian permukaan, dan persyaratan lingkungan layanan. Tabel di bawah ini merangkum perbedaan-perbedaan utama untuk mendukung keputusan spesifikasi dan pengadaan:
| Atribut | Bagian Stamping Elektronik | Bagian Stamping Laptop | Suku Cadang Stamping Peralatan Rumah Tangga |
|---|---|---|---|
| Ketebalan Bahan Khas | 0,1 – 0,5mm | 0,3 – 1,0mm | 0,5 – 2,5 mm |
| Bahan Utama | Perunggu fosfor, tembaga berilium, nikel-perak | Baja tahan karat berkekuatan tinggi, baja canai dingin | Baja galvanis, baja tahan karat 430, paduan aluminium |
| Toleransi Dimensi | ±0,02 – ±0,05 mm | ±0,05 – ±0,10mm | ±0,10 – ±0,30mm |
| Fokus Kinerja Utama | Konduktivitas, gaya kontak, redaman EMI | Kehidupan kelelahan, kekakuan, minimalisasi berat badan | Ketahanan korosi, kapasitas beban struktural |
| Perawatan Permukaan | Pelapisan emas, pelapisan nikel, pelapisan timah | Nikel tanpa listrik, oksida hitam, konversi kimia | Galvanisasi hot-dip, lapisan bubuk, anodisasi |
| Kehidupan Layanan Desain | 3 – 5 tahun (siklus konsumen) | 3 – 7 tahun | 10 – 15 tahun |

Sumber Suku Cadang Stamping Logam: Apa yang Harus Dievaluasi dari Pemasok
Memilih pemasok stamping yang mampu memerlukan evaluasi infrastruktur teknis, sistem manajemen mutu, dan kapasitas produksi secara paralel. Penawaran harga unit terendah dari pemasok tanpa kemampuan perkakas yang tervalidasi, peralatan inspeksi dalam proses, dan kontrol perawatan permukaan akan secara konsisten menghasilkan total biaya yang lebih tinggi melalui pengerjaan ulang, penghentian lini, dan pengembalian di lapangan. Kriteria berikut memberikan kerangka evaluasi terstruktur:
- Desain perkakas dan kemampuan pemeliharaan: Desain cetakan progresif internal, perlengkapan ruang perkakas CNC, dan jadwal pemeliharaan cetakan yang terdokumentasi merupakan indikator pemasok yang dapat mengontrol kualitas komponen melalui aset perkakas daripada mengandalkan penyortiran.
- Kisaran kapasitas tekan: Armada pemasok yang mencakup mesin press bangku seberat 25 ton hingga mesin press rangka celah atau mesin press sisi lurus seberat 400 ton menunjukkan kemampuan untuk menangani komponen stamping elektronik yang rumit dan komponen stamping peralatan rumah tangga berukuran berat dalam satu hubungan sumber.
- Infrastruktur metrologi dan inspeksi: Kemampuan CMM, komparator optik, penguji kekasaran permukaan, dan ruang uji semprotan garam di lokasi menunjukkan bahwa pemasok dapat menghasilkan data kualitas yang obyektif dibandingkan hanya mengandalkan inspeksi visual.
- Sertifikasi: ISO 9001:2015 sebagai dasar sistem manajemen mutu; IATF 16949 untuk partisipasi rantai pasokan otomotif; ISO 14001 untuk pengelolaan lingkungan — khususnya relevan ketika proses pengolahan permukaan melibatkan bahan kimia yang diatur.
- Ketertelusuran material: Sertifikat pabrik yang terkait dengan catatan batch produksi memungkinkan tim analisis kegagalan untuk melacak cacat lapangan hingga pemanasan material tertentu dan proses pemrosesan — sebuah persyaratan yang tidak dapat dinegosiasikan untuk komponen stamping laptop dan komponen stamping elektronik yang dipasok ke pasar akhir yang diatur.
Posting Sebelumnya
Ringan, Presisi Tinggi: Strategi Deep Drawing Die Mendorong Inovasi Panel Bodi EV
Posting Berikutnya
Dari Panel Bodi hingga Casing Baterai: Rekayasa di Balik Deep Drawing Otomotif
Kami Produk.
Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
