
-
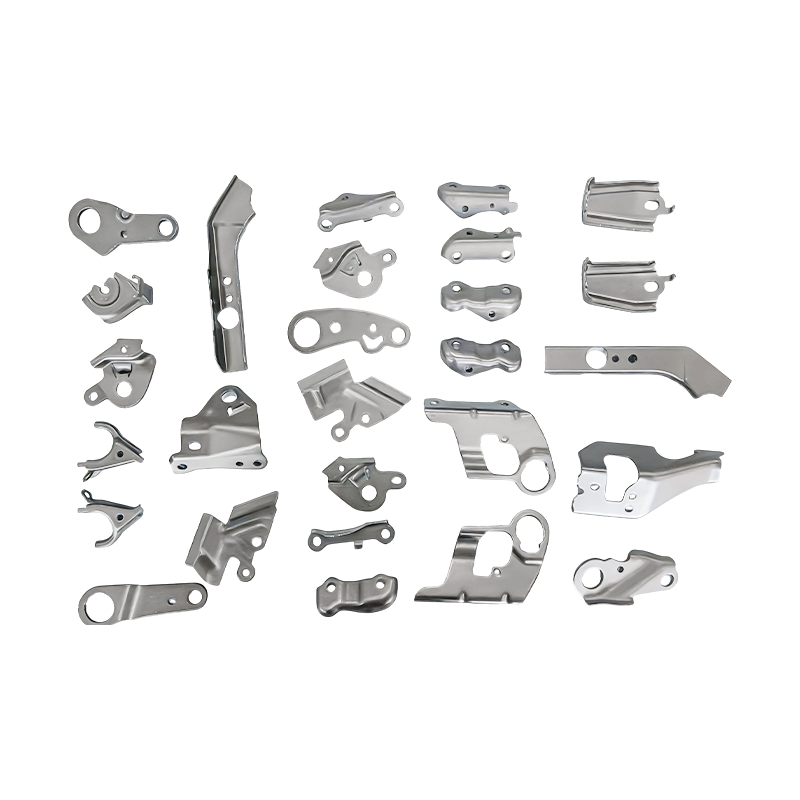
Suku cadang otomotif kecil suku cadang die stamping progresif
Suku cadang die stamping progresif suku cadang ...
-
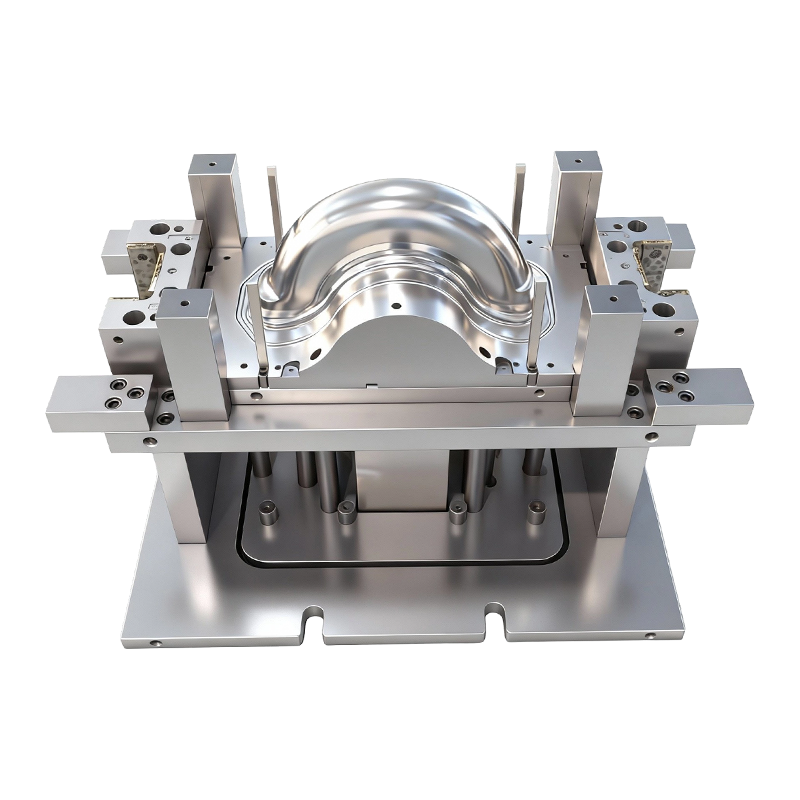
Cetakan deep drawing untuk roda depan dan belakang kendaraan listrik roda dua
Cetakan gambar dalam untuk roda depan dan belak...
-
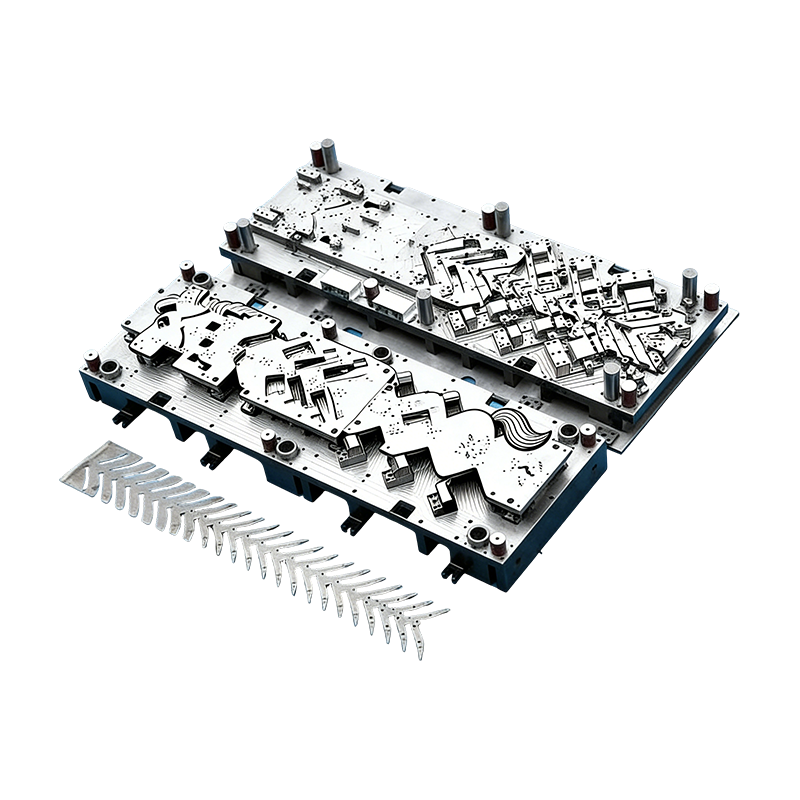
Cetakan progresif untuk suku cadang otomotif
Cetakan berkelanjutan untuk rumah motor otomoti...
-
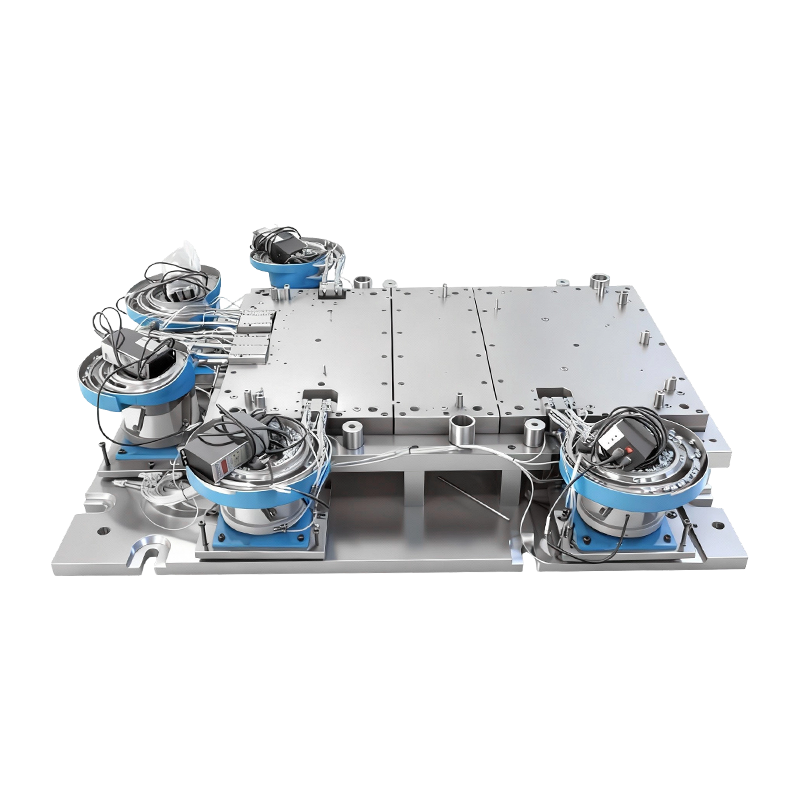
Cetakan memukau otomatis untuk basis mesin komputer besar
Cetakan Paku Keling Otomatis untuk Basis Mesin ...
-
Bagian stempel kecil untuk laptop dan ponsel
Sebagai komponen internal penting untuk elektro...
Berita Industri
Rumah / Berita / Berita Industri / Panduan Deep Drawing Metal Stamping Dies untuk Suku Cadang Otomotif
Panduan Deep Drawing Metal Stamping Dies untuk Suku Cadang Otomotif
2026-03-30
Dasar-dasar Menggambar Dalam pada Stamping Logam Mati
Dalam dunia manufaktur yang kompleks, Stamping Logam Mati berfungsi sebagai tulang punggung untuk memproduksi komponen logam presisi secara massal. Di antara berbagai jenis operasi stamping, deep drawing menonjol sebagai proses penting untuk mengubah lembaran logam datar menjadi bentuk berongga tiga dimensi. Tidak seperti pembengkokan atau pemotongan sederhana, deep drawing melibatkan interaksi gaya yang canggih di mana pukulan memaksa blanko logam ke dalam rongga cetakan. Tujuan utamanya adalah untuk mengontrol aliran material, memastikan bahwa lembaran meregang dan mengalir ke geometri yang diinginkan tanpa mengurangi integritas struktural atau keseragaman ketebalannya. Proses ini penting untuk membuat suku cadang yang memerlukan kedalaman yang cukup besar dibandingkan dengan diameternya, yang merupakan persyaratan umum dalam industri mulai dari barang konsumsi hingga mesin berat.
Mekanisme deep drawing sangat bergantung pada deformasi plastis material. Saat pukulan turun, logam kosong ditarik melewati radius cetakan. Area blanko yang terletak di atas bukaan cetakan menjadi dinding cangkir atau bagiannya, sedangkan flensa luar ditarik secara radial ke dalam. Gambaran radial ini menyebabkan diameter flensa menyusut, yang secara alami menginduksi tegangan lingkaran tekan. Jika tekanan ini tidak dikelola dengan benar, material akan melengkung dan menyebabkan kerutan. Sebaliknya, jika tegangan tarik pada dinding cawan melebihi kekuatan luluh material, maka bagian tersebut akan sobek atau retak. Oleh karena itu, desain Metal Stamping Dies untuk deep drawing bukan hanya soal bentuk; ini tentang manajemen stres.
Mengontrol Aliran Material dan Mencegah Cacat
Untuk mencapai deep draw yang sukses, para insinyur harus mengontrol parameter dengan cermat seperti gaya blank holder dan jarak die. Penahan blanko, atau bantalan penekan, menerapkan sejumlah gaya tertentu pada flensa blanko. Gaya ini merupakan keseimbangan yang rumit: gaya ini harus cukup tinggi untuk mencegah material berkerut saat mengalir ke dalam, namun cukup rendah agar material dapat meluncur bebas ke dalam rongga cetakan. Jika gaya terlalu tinggi, material tidak dapat mengalir, menyebabkan penipisan dan akhirnya patah pada radius pukulan. Jika terlalu rendah, tegangan tekan pada flensa menyebabkan kerutan yang tidak sedap dipandang dan lemah secara struktural.
Jarak bebas cetakan adalah faktor penting lainnya. Hal ini mengacu pada kesenjangan antara pukulan dan dinding mati. Dalam gambar dalam standar, jarak bebas biasanya sedikit lebih besar dari ketebalan lembaran untuk memungkinkan material mengalir tanpa penyetrikaan yang berlebihan. Namun, dalam proses yang dikenal sebagai "penipisan gambar dalam" atau "penyetrikaan", jarak bebas sengaja diatur lebih kecil dari ketebalan bahan awal. Hal ini mengurangi ketebalan dinding dan meningkatkan tinggi bagian sekaligus meningkatkan penyelesaian permukaan dan akurasi dimensi. Untuk memfasilitasi aliran ini dan mengurangi gesekan, yang menghasilkan panas dan keausan, pelumasan sangatlah penting. Pelumas canggih dan pelapis permukaan pada cetakan itu sendiri membantu memperpanjang umur cetakan dan memastikan kualitas komponen yang konsisten.
Cacat Umum dan Solusinya
- Kerutan: Disebabkan oleh tegangan tekan yang berlebihan pada flensa. Diselesaikan dengan meningkatkan kekuatan dudukan kosong atau menggunakan manik-manik penarik untuk membatasi aliran.
- Patah / Robek: Terjadi ketika tegangan tarik melebihi batas material. Diselesaikan dengan meningkatkan jarak bebas cetakan, meningkatkan pelumasan, atau menganil material untuk mengembalikan keuletan.
- Anting: Ketinggian yang tidak merata di bagian atas bagian yang ditarik karena anisotropi pada struktur butiran logam. Dikendalikan dengan mengoptimalkan orientasi kosong atau operasi pemangkasan.
Integrasi dengan Cetakan Progresif untuk Suku Cadang Otomotif
Meskipun deep drawing satu tahap umum dilakukan pada suku cadang berukuran besar dan sederhana, industri otomotif sering kali memerlukan produksi komponen kompleks dalam jumlah besar. Di sinilah cetakan progresif untuk suku cadang otomotif menjadi sangat diperlukan. Dalam pengaturan cetakan progresif, potongan logam diumpankan melalui beberapa stasiun dalam satu cetakan. Setiap stasiun melakukan operasi yang berbeda—menusuk, membengkokkan, dan menggambar—sampai bagian yang sudah jadi diproduksi di stasiun akhir. Mengintegrasikan gambar dalam ke dalam cetakan progresif secara teknis merupakan tantangan karena material harus dibawa antar stasiun tanpa merusak bentuk yang digambar.
Pabrikan otomotif menggunakan cetakan progresif ini untuk membuat segala sesuatu mulai dari braket konektor kecil hingga elemen struktur yang lebih besar. Misalnya, produksi komponen sistem bahan bakar atau suku cadang knalpot sering kali melibatkan serangkaian langkah penarikan dalam jalur progresif. Keunggulannya terletak pada kecepatan dan konsistensi. Dengan mengotomatiskan pemindahan komponen dari satu tahap gambar ke tahap berikutnya, produsen dapat memproduksi ribuan komponen per jam dengan campur tangan manusia yang minimal. Namun, desain cetakan Progresif untuk suku cadang otomotif memerlukan pertimbangan yang cermat terhadap "strip pembawa", yang menahan suku cadang saat bergerak melalui cetakan. Pembawa harus cukup kuat untuk menahan gaya tarik tetapi mudah dipisahkan dari bagian akhir.
Desain Struktur Tingkat Lanjut untuk Geometri Kompleks
Ketika desain otomotif menjadi lebih aerodinamis dan peraturan keselamatan menjadi lebih ketat, kompleksitas geometris komponen yang dicap meningkat. Cetakan gambar dalam standar sering kali tidak dapat mencapai kedalaman atau bentuk yang diperlukan dalam satu pukulan. Akibatnya, desain struktur khusus telah dikembangkan untuk memenuhi persyaratan teknis ini. Desain ini memungkinkan pembentukan multi-tahap dalam satu langkah pengepresan atau dalam beberapa operasi, memastikan bahwa bagian berongga yang paling rumit sekalipun dapat diproduksi secara efisien.
| Tipe Mati | Fungsi | Aplikasi |
| Gambar Dalam Awal Terbalik | Pukulan bergerak ke atas atau dadu bergerak ke bawah untuk membentuk bagian dari dalam ke luar pada awalnya. | Digunakan untuk part yang membutuhkan stabilitas tinggi pada tahap pertama pembentukannya. |
| Gambar Terbalik Tanpa Pemegang Kosong | Menggambar ulang bagian dalam arah yang berlawanan tanpa dudukan kosong tradisional, dengan mengandalkan geometri cetakan. | Ideal untuk mengurangi diameter sekaligus menambah tinggi pada tahap selanjutnya. |
| Gambar Penipisan Mati Ganda | Menggunakan dua cetakan konsentris untuk mengencerkan ketebalan dinding secara signifikan sekaligus memanjangkan bagiannya. | Pembuatan silinder bertekanan tinggi atau housing otomotif presisi. |
Teknik Menggambar Terbalik
Gambar terbalik adalah teknik ampuh yang digunakan ketika suatu bagian perlu digambar lebih dalam daripada yang dimungkinkan oleh material dalam satu kali gambar ke depan. Dalam proses ini, cangkir yang ditarik sebagian dibalik atau ditarik ke arah yang berlawanan di stasiun berikutnya. Pekerjaan ini mengeraskan material secara berbeda dan memungkinkan rasio kedalaman terhadap diameter yang lebih besar. Die deep drawing terbalik tanpa dudukan kosong sangat berguna di sini, karena menyederhanakan struktur perkakas sambil mempertahankan kontrol atas aliran material selama proses inversi.
Meningkatkan Die Life dan Kualitas Permukaan
Umur panjang Stamping Logam Mati berkorelasi langsung dengan kualitas permukaan suku cadang yang diproduksi dan efektivitas biaya jalur produksi. Penarikan dalam melibatkan gesekan dan tekanan yang signifikan, yang dapat menyebabkan kerusakan (bahan menempel pada cetakan) dan keausan. Untuk mengatasi hal ini, manufaktur cetakan modern menggunakan teknik pemolesan dan pelapisan yang canggih. Memoles jari-jari cetakan hingga mencapai lapisan cermin akan mengurangi gesekan, sehingga logam dapat mengalir dengan lancar. Selanjutnya, pelapis seperti Titanium Nitrida (TiN) atau Diamond-Like Carbon (DLC) diaplikasikan pada permukaan kerja cetakan.
Lapisan ini memberikan permukaan yang keras dan gesekan rendah yang tahan terhadap abrasi dan korosi. Dalam konteks cetakan Progresif untuk suku cadang otomotif, di mana waktu kerja sangat penting, cetakan berlapis mengurangi frekuensi penghentian perawatan dan tingkat penolakan suku cadang. Selain itu, pemilihan bahan cetakan juga penting. Baja perkakas karbon tinggi dan kromium tinggi sering digunakan karena ketahanan ausnya, sedangkan sisipan tungsten karbida dapat digunakan dalam aplikasi volume tinggi yang memerlukan ketahanan ekstrem. Dengan menggabungkan desain struktural yang kuat dengan rekayasa permukaan, produsen dapat memastikan bahwa cetakan deep drawing bekerja dengan andal selama jutaan siklus.
Aplikasi dalam Manufaktur Otomotif Modern
Penerapan teknologi deep drawing banyak digunakan di sektor otomotif. Salah satu contoh paling klasik adalah pembuatan tangki bahan bakar otomotif. Komponen-komponen ini memerlukan bentuk yang rumit dan berongga yang dapat menahan tekanan internal dan dampak eksternal. Gambar dalam memungkinkan pembuatan wadah mulus dari lembaran logam, memastikan integritas anti bocor. Demikian pula, baskom dan bak cuci enamel, meskipun merupakan barang konsumsi, memiliki prinsip produksi yang sama, sehingga menunjukkan keserbagunaan prosesnya.
Di era kendaraan listrik (EV), permintaan suku cadang telah melonjak. Selongsong baterai, rumah motor, dan kotak benturan struktural sering kali menggunakan proses penarikan mendalam untuk menghasilkan penutup yang ringan namun kuat. Kemampuan untuk mengencerkan material selama proses menggambar (thinning deep drawing) membantu mengurangi bobot keseluruhan kendaraan, yang sangat penting untuk memperluas jangkauan baterai. Ketika industri beralih ke material yang lebih ringan seperti aluminium dan baja berkekuatan tinggi, peran Metal Stamping Dies khusus menjadi lebih menonjol. Para insinyur harus mengadaptasi desain cetakan untuk menangani karakteristik pegas dan batas kemampuan bentuk yang berbeda dari paduan canggih ini, untuk memastikan bahwa kendaraan generasi berikutnya aman dan efisien.
Posting Sebelumnya
Stamping Dies yang Presisi untuk Elektronik & Peralatan Rumah Tangga: Solusi Manufaktur Efisiensi Tinggi pada tahun 2026
Posting Berikutnya
Panduan Bagian Stamping & Gambar Logam
Kami Produk.

Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
