-
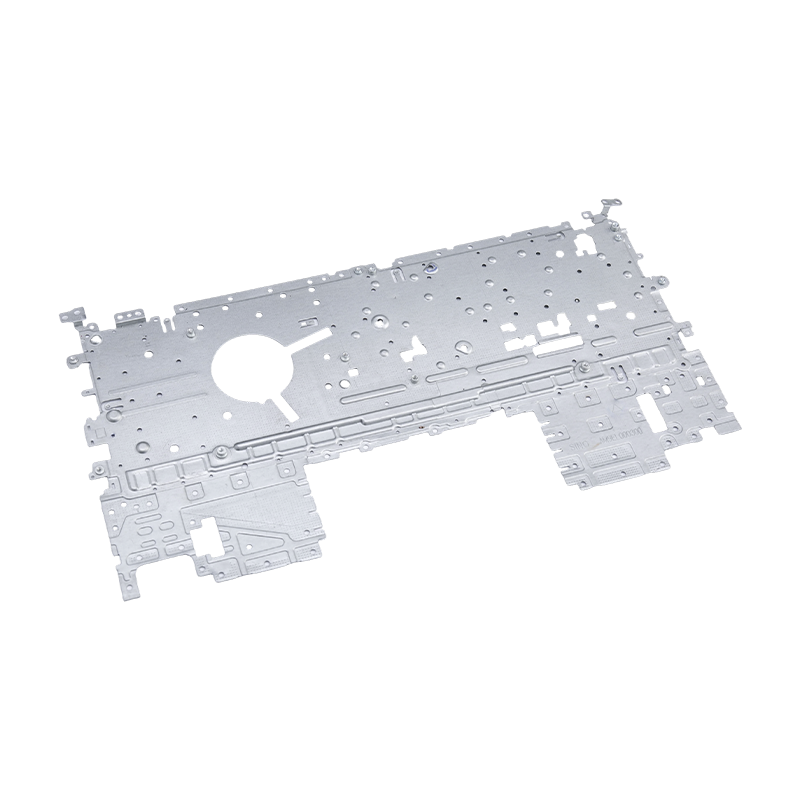
Bagian stempel laptop
Suku cadang stamping laptop kami adalah kompone...
-
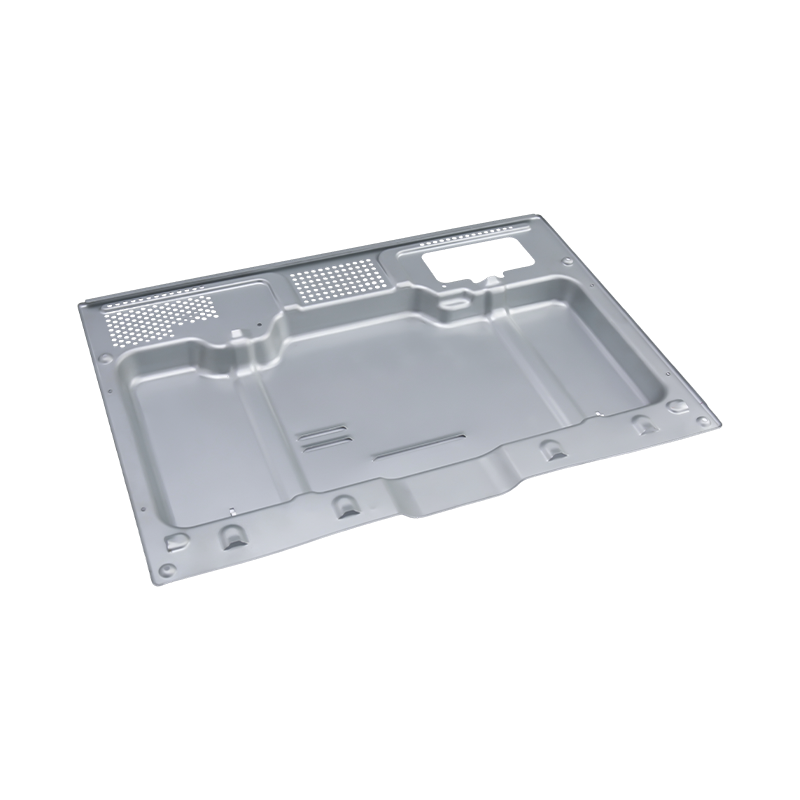
Bagian stamping oven kelas atas
Suku cadang stamping oven kelas atas kami adala...
-
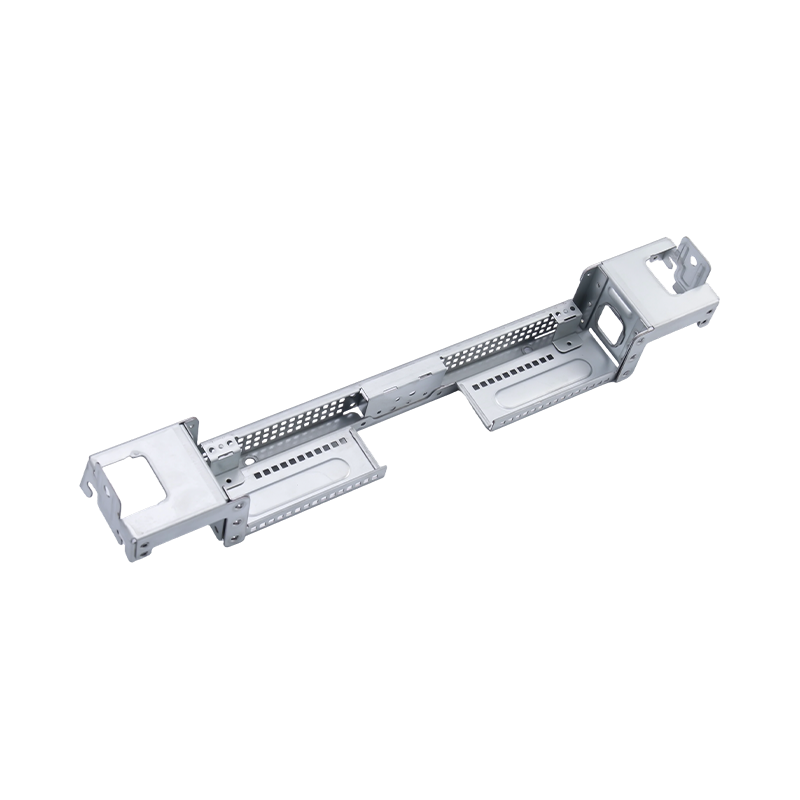
Bagian stamping komputer besar kelas atas
Suku cadang stamping komputer besar kelas atas ...
-
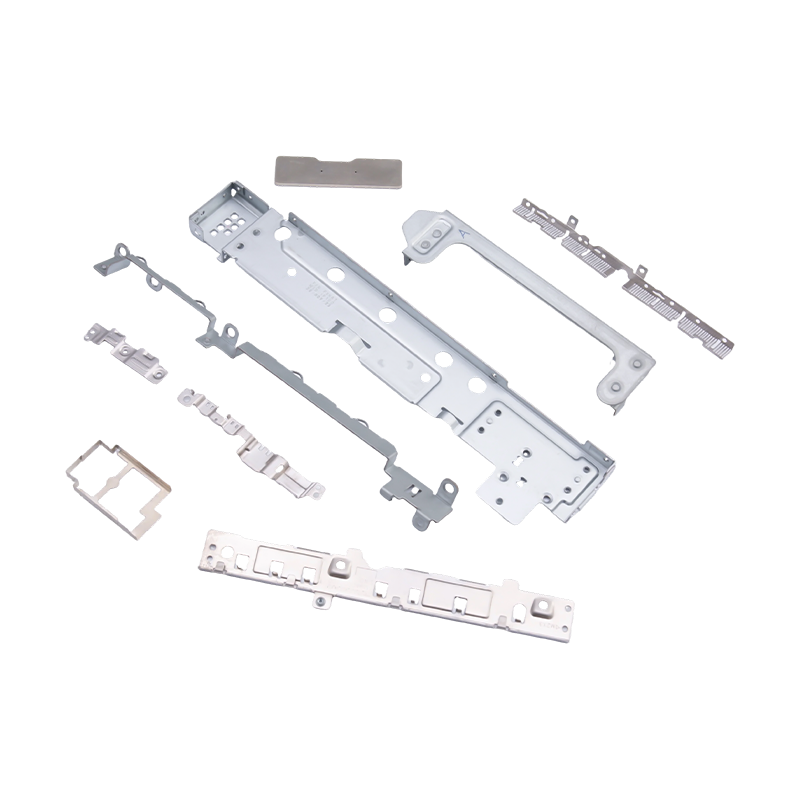
Bagian stempel kecil untuk laptop dan ponsel
Sebagai komponen internal penting untuk elektro...
-
Bagian stempel jok mobil
Suku cadang stempel jok mobil adalah komponen l...
-

Bagian stamping rumah motor otomotif
Suku cadang stamping rumah motor otomotif adala...
Berita Industri
Panduan Bagian Stamping & Gambar Logam
2026-03-23
Apa Itu Bagian Stamping Logam dan Bagaimana Pembuatannya
Bagian stempel logam adalah komponen logam yang dibentuk secara presisi yang dihasilkan dengan menerapkan gaya terkontrol melalui alat press stamping untuk mengubah bentuk lembaran logam menjadi bentuk tertentu menggunakan cetakan baja perkakas yang diperkeras. Proses ini mencakup serangkaian operasi — blanking, penindikan, pembengkokan, pembentukan, coining, dan embossing — yang dapat dilakukan secara individual dalam cetakan satu tahap atau digabungkan dalam cetakan progresif atau cetakan transfer yang menyelesaikan beberapa operasi dalam satu pukulan tekan. Hasilnya adalah komponen dengan geometri yang konsisten, toleransi dimensi yang ketat, dan karakteristik permukaan akhir yang ditentukan sepenuhnya oleh desain cetakan, bukan keterampilan operator, menjadikan stamping sebagai salah satu proses pembentukan logam yang paling dapat diulang dan terukur yang tersedia bagi produsen.
Keekonomian komponen stamping logam didorong oleh amortisasi cetakan pada volume produksi yang tinggi. Setelah investasi perkakas dilakukan, biaya per potong komponen stempel menurun dengan cepat seiring dengan volumenya — menjadikan stempel sebagai proses pembentukan yang dominan untuk aplikasi apa pun yang memerlukan ribuan atau jutaan komponen logam identik. Bagi produsen peralatan rumah tangga yang memproduksi jutaan unit setiap tahunnya dan OEM otomotif dengan jumlah model yang mencapai ratusan ribu, keunggulan biaya per suku cadang dari stamping dibandingkan permesinan atau pengecoran sangat menentukan. Ketebalan yang konsisten dan toleransi yang ketat dipertahankan secara otomatis oleh geometri cetakan, menghilangkan variabilitas dimensi yang memerlukan inspeksi manual dan penyortiran dalam metode produksi yang kurang presisi.
Produk Bagian Gambar Logam: Prinsip dan Kemampuan Proses
Produk bagian gambar logam diproduksi melalui gambar dalam (deep drawing) — suatu sub-proses pengecapan di mana lembaran logam kosong ditarik secara radial ke dalam cetakan pembentuk dengan aksi mekanis pukulan, sehingga menciptakan komponen berongga dan mulus dengan kedalaman yang melebihi diameternya. Deep drawing adalah proses di balik kaleng, cangkir, cangkang, wadah, dan penutup berbentuk silinder di hampir setiap industri manufaktur. Tidak seperti operasi pembengkokan atau blanking yang menggunting atau melipat material, deep drawing secara plastis mengubah bentuk logam dengan menyebabkan aliran material terkontrol dari area flensa ke dalam rongga cetakan, mengubah lembaran datar menjadi bentuk tiga dimensi tanpa menghilangkan material.
Kualitas produk bagian gambar logam bergantung pada pengelolaan yang tepat dari beberapa parameter proses yang saling berinteraksi: gaya penahan blanko, kecepatan pukulan, pelumasan, keuletan material, dan rasio penarikan — hubungan antara diameter blanko dan diameter pukulan. Melebihi rasio tarikan batas bahan tanpa anil perantara menyebabkan kerutan, robekan, atau ketidakseragaman ketebalan dinding yang membuat bagian tersebut tidak dapat digunakan. Operasi deep drawing modern menggunakan simulasi elemen hingga selama desain cetakan untuk memprediksi aliran material dan mengoptimalkan parameter proses sebelum memotong perkakas apa pun, sehingga secara signifikan mengurangi waktu pengembangan dan sisa yang terkait dengan pendekatan coba-coba empiris.
Perbedaan Utama Antara Stamping dan Deep Drawing
- Bagian geometri — Bagian stamping logam biasanya merupakan komponen berbentuk datar atau dangkal yang dihasilkan dalam satu langkah tekan, sedangkan produk bagian gambar logam berbentuk cangkang tiga dimensi berongga yang dihasilkan melalui aliran material progresif melalui satu atau beberapa tahap penarikan.
- Keadaan stres material — Stamping terutama menyebabkan material terkena tegangan tarik, tekan, atau tekuk pada bidang lembaran. Penarikan dalam menciptakan keadaan tegangan biaksial yang kompleks - tarik pada dinding, tekan pada flensa - yang memerlukan bahan dengan perpanjangan tinggi dan rasio kekuatan luluh terhadap tarik yang rendah agar pembentukan berhasil.
- Kompleksitas perkakas — Cetakan gambar dalam memerlukan kontrol jarak bebas yang presisi antara cetakan dan cetakan, sistem dudukan kosong, dan sering kali beberapa tahapan gambar ulang untuk komponen dalam, sehingga menjadikan perkakas lebih rumit dan mahal dibandingkan cetakan stempel dengan volume setara untuk komponen berbentuk datar.
- Persyaratan penyelesaian permukaan — Produk bagian gambar logam yang digunakan dalam aplikasi yang terlihat — seperti rumah peralatan atau kemasan kosmetik — memerlukan pengelolaan pelumasan yang cermat dan penyelesaian permukaan cetakan untuk mencegah bekas pahat, goresan, dan tekstur kulit jeruk pada permukaan yang digambar.
Bahan yang Digunakan dalam Operasi Stamping dan Menggambar Logam
Pemilihan bahan untuk bagian stamping logam dan produk bagian gambar logam adalah salah satu keputusan paling penting dalam proses pengembangan komponen. Bahan yang dipilih harus memenuhi persyaratan sifat mekanik aplikasi, tuntutan sifat mampu bentuk pada proses stamping atau drawing, persyaratan penyelesaian permukaan bagian akhir, dan batasan biaya program manufaktur. Bahan-bahan berikut merupakan sebagian besar komponen yang dicap dan ditarik di seluruh sektor industri.
| Bahan | Properti Utama | Aplikasi Khas |
| Baja karbon rendah (DC01–DC06) | Sifat mampu bentuk yang sangat baik, biaya rendah, dapat dilas | Panel peralatan, braket, penguat bodi |
| Baja berkekuatan tinggi (HSS/AHSS) | Kekuatan hasil tinggi, penyerapan energi tabrakan | Komponen struktural dan keselamatan otomotif |
| Baja galvanis / elektro-galvanis | Ketahanan korosi, dapat dicat | Bak mesin cuci, rangka kulkas |
| Baja tahan karat (304, 430) | Ketahanan korosi, permukaan higienis | Lapisan dalam peralatan, peralatan makanan |
| Paduan aluminium (1xxx, 3xxx, 5xxx) | Ringan, tahan korosi | Panel bodi otomotif, penukar panas |
| Tembaga dan kuningan | Konduktivitas listrik, sifat mampu bentuk | Kontak listrik, konektor, terminal |
Suku Cadang Stamping Logam dalam Manufaktur Peralatan Rumah Tangga
Manufaktur peralatan rumah tangga adalah salah satu sektor aplikasi terbesar dan paling menuntut untuk komponen stamping logam. Setiap kategori peralatan utama — lemari es, mesin cuci, AC, mesin pencuci piring, dan peralatan memasak — berisi lusinan hingga ratusan komponen bercap yang menjalankan peran struktural, fungsional, dan estetika secara bersamaan. Konsistensi dimensi yang dihasilkan oleh stamping sangat penting dalam perakitan peralatan, di mana komponen dari beberapa pemasok harus cocok satu sama lain dalam toleransi perakitan yang ketat pada jalur produksi berkecepatan tinggi.
Lemari es
Kusen pintu lemari es adalah salah satu bagian stamping yang paling penting secara dimensional dalam pembuatan peralatan. Kusen pintu harus menjaga kerataan dan kelurusan dalam toleransi yang ketat untuk memastikan kontak yang konsisten dengan paking pintu di seluruh perimeternya — suatu persyaratan yang terkait langsung dengan peringkat efisiensi energi lemari es. Setiap penyimpangan dimensi yang menciptakan celah paking mengakibatkan kebocoran udara dingin, peningkatan waktu pengoperasian kompresor, dan konsumsi energi di atas nilai yang disertifikasi. Kemampuan stamping untuk mempertahankan toleransi ini secara konsisten pada produksi bervolume tinggi menjadikannya satu-satunya metode manufaktur praktis untuk aplikasi ini.
Mesin Cuci
Braket bak bagian dalam mesin cuci adalah bagian stamping yang harus menahan beban dinamis yang signifikan — gaya sentrifugal selama siklus putaran dapat mencapai beberapa ratus kilogram — dengan tetap menjaga hubungan posisi yang tepat antara bak, bantalan drum, dan rakitan motor. Akurasi dimensi braket secara langsung mempengaruhi keseimbangan getaran selama pemintalan kecepatan tinggi, yang pada gilirannya menentukan tingkat kebisingan, umur bantalan, dan umur kelelahan struktural seluruh alat berat. Braket yang dicap diproduksi dengan ketebalan yang konsisten dan toleransi yang ketat menghilangkan variasi perakitan yang memerlukan penyesuaian keseimbangan individual pada setiap unit.
AC
Sasis AC menggunakan bagian stamping untuk menahan beban yang stabil dan pemasangan kompresor, motor kipas, penukar panas, dan komponen kelistrikan yang presisi. Sasis harus mempertahankan geometri dimensinya melalui tekanan mekanis selama pengangkutan, pemasangan, dan getaran bertahun-tahun dari kompresor dan kipas. Sasis baja yang dicap dengan ketebalan dinding yang konsisten memberikan rasio kekakuan terhadap berat yang diperlukan untuk aplikasi ini tanpa biaya mesin atau alternatif pengecoran.
Aplikasi Otomotif: Keamanan, Presisi, dan Kinerja
Di sektor otomotif, komponen stamping logam sangat penting untuk keselamatan dan kinerja sehingga akurasi dimensi dan integritas material menjadi persyaratan yang tidak dapat dinegosiasikan. Spesifikasi stempel otomotif termasuk yang paling ketat di industri manufaktur mana pun, dengan toleransi dimensi pada komponen penting keselamatan diukur dalam sepersepuluh milimeter dan persyaratan properti material diverifikasi melalui kontrol proses statistik, bukan inspeksi pengambilan sampel.
Komponen Rem dan Suspensi
Komponen kaliper rem mewakili beberapa aplikasi yang paling menuntut untuk komponen stamping logam di sektor otomotif. Braket kaliper dan perangkat keras pemasangan harus mempertahankan geometri yang tepat untuk memastikan kesejajaran bantalan yang benar, distribusi gaya penjepitan yang merata, dan kinerja pengereman yang konsisten di seluruh rentang suhu dan beban pengoperasian. Akurasi dimensi stamping yang tinggi — biasanya ±0,1 mm atau lebih baik pada fitur penting dalam perkakas produksi — memenuhi persyaratan ini pada volume dan biaya yang diminta oleh manufaktur otomotif. Setiap penyimpangan dari geometri yang ditentukan pada komponen rem berarti variabilitas kinerja pengereman yang mempengaruhi sertifikasi keselamatan kendaraan.
Struktur Kursi dan Penguat Bodi
Braket kursi dan penguatan panel bodi mengandalkan akurasi dimensi stamping yang tinggi untuk memenuhi standar keselamatan otomotif yang ketat dalam pengujian performa tabrakan. Braket kursi harus menjaga integritas jalur muatannya di bawah gaya ekstrem yang dihasilkan saat terjadi benturan dari depan dan samping, untuk memastikan bahwa sistem penahan penumpang berfungsi sesuai desain. Perkuatan panel bodi — balok intrusi pintu, sisipan pilar B, dan perkuatan terowongan lantai — semakin banyak dibuat dari stempel baja berkekuatan tinggi canggih yang menyerap energi benturan melalui deformasi terkendali, suatu perilaku yang sangat bergantung pada konsistensi ketebalan material dan akurasi geometri yang tepat. Keserbagunaan komponen stamping logam pada aplikasi yang sangat penting bagi keselamatan ini menjadikannya sangat diperlukan untuk manufaktur yang andal dan hemat biaya di sektor otomotif.
Pengendalian Mutu dan Manajemen Toleransi dalam Produksi Stamping
Mempertahankan konsistensi dimensi pada produksi stamping bervolume tinggi memerlukan pendekatan sistematis terhadap pengendalian kualitas yang dimulai dengan desain cetakan dan berlanjut melalui setiap tahap produksi. Keakuratan dimensi yang menjadikan komponen stempel logam berharga dalam perakitan — mengurangi kesenjangan perakitan, memotong biaya produksi, dan meningkatkan daya tahan produk — bukanlah hasil otomatis dari proses stempel. Ini adalah hasil dari pengendalian proses yang disiplin dan diterapkan secara konsisten di seluruh proses produksi.
- Inspeksi artikel pertama (FAI) — Verifikasi dimensi penuh dari suku cadang produksi pertama terhadap gambar teknik menggunakan mesin pengukur koordinat (CMM) memastikan bahwa cetakan menghasilkan suku cadang dalam toleransi sebelum produksi volume dimulai. Data FAI memberikan dasar yang digunakan untuk mengukur variasi produksi selanjutnya.
- Kontrol proses statistik (SPC) — Pemantauan terus-menerus terhadap dimensi-dimensi penting selama produksi menggunakan diagram kendali mengidentifikasi penyimpangan proses sebelum menghasilkan suku cadang yang tidak dapat ditoleransi, sehingga memungkinkan penyesuaian alat yang bersifat preventif dibandingkan pembuatan sisa yang reaktif.
- Jadwal pemeliharaan mati — Keausan cetakan yang progresif — terutama pada tepi potong, jari-jari tekukan, dan tarikan manik-manik — secara langsung memengaruhi dimensi komponen. Interval pemeliharaan cetakan terstruktur berdasarkan jumlah komponen, dengan verifikasi dimensi pada setiap interval, mencegah penyimpangan toleransi yang disebabkan oleh keausan pahat mencapai produk rakitan.
- Pemeriksaan bahan masuk — Variasi ketebalan lembaran logam, penyimpangan kekuatan luluh, dan kondisi permukaan semuanya mempengaruhi dimensi bagian stamping dan perilaku pegas. Verifikasi material yang masuk berdasarkan laporan pengujian pabrik bersertifikat dan pengambilan sampel statistik sifat fisik mencegah variasi dimensi yang disebabkan material memasuki proses.
-

Posting Sebelumnya
Panduan Deep Drawing Metal Stamping Dies untuk Suku Cadang Otomotif
Posting Berikutnya
Suku Cadang Stamping Logam untuk Otomotif dan Peralatan Rumah Tangga: Proses, Bahan dan Standar Kualitas
Kami Produk.
Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
