-
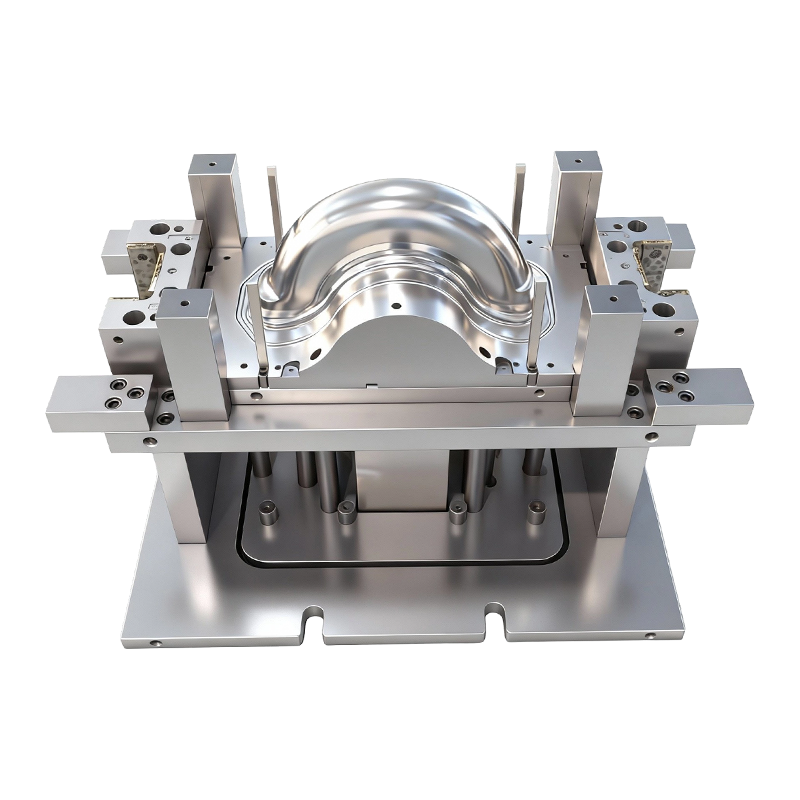
Cetakan deep drawing untuk roda depan dan belakang kendaraan listrik roda dua
Cetakan gambar dalam untuk roda depan dan belak...
-
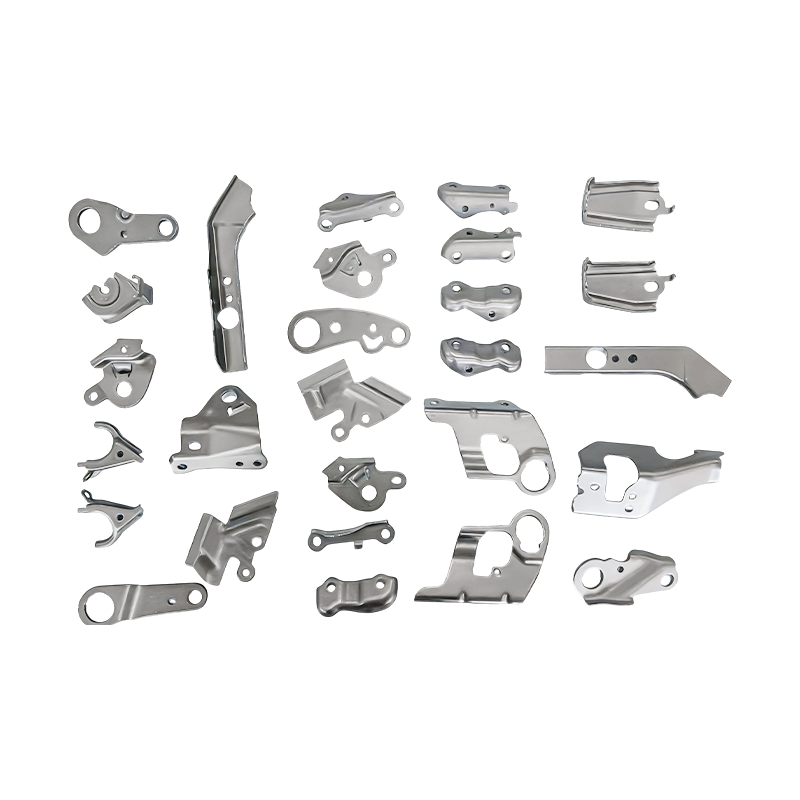
Suku cadang otomotif kecil suku cadang die stamping progresif
Suku cadang die stamping progresif suku cadang ...
Berita Industri
Rumah / Berita / Berita Industri / Ringan, Presisi Tinggi: Strategi Deep Drawing Die Mendorong Inovasi Panel Bodi EV
Ringan, Presisi Tinggi: Strategi Deep Drawing Die Mendorong Inovasi Panel Bodi EV
2026-05-07
Apa yang Membuat Deep Drawing Dies Otomotif Berbeda dari Perkakas Standar
Cetakan gambar dalam yang digunakan dalam manufaktur otomotif dan kendaraan listrik tidak dapat dipertukarkan dengan perkakas lembaran logam untuk keperluan umum. Mereka adalah sistem yang dirancang khusus yang terdiri dari empat komponen utama — punch, dies, blank holder, dan die set — masing-masing dioptimalkan untuk bekerja bersama-sama di bawah beban pembentukan yang ekstrem. Pada mesin stamping otomotif pada umumnya, pukulan turun ke dalam rongga cetakan sementara dudukan kosong menerapkan tekanan ke bawah yang terkontrol pada flensa lembaran, mengarahkan aliran logam ke dalam rongga tanpa mengkerut atau robek. Set cetakan menyediakan kerangka struktural kaku yang mempertahankan kesejajaran di bawah beban siklik yang dapat melebihi beberapa ratus ton per langkah.
Yang membedakannya sekelas otomotif gambar dalam mati adalah toleransi presisi yang diminta di seluruh alat. Akurasi dimensi biasanya dijaga ±0,02mm pada permukaan pembentuk kritis, suatu persyaratan yang didorong oleh fakta bahwa deviasi kumulatif pada panel bodi — panel luar pintu, misalnya — diterjemahkan langsung menjadi cacat permukaan yang terlihat atau celah perakitan yang memengaruhi estetika dan kesesuaian struktural. Penyelesaian permukaan pada jari-jari punch dan die sama pentingnya: nilai Ra ≤0,05 μm (mendekati kualitas cermin) meminimalkan penipisan dan goresan yang disebabkan oleh gesekan, terutama saat memproses paduan berkekuatan tinggi atau ringan.
Kemampuan Bentuk Paduan Aluminium dan Peran Titik Leleh Aluminium dalam Desain Proses
Paduan aluminium telah menjadi material ringan yang dominan untuk panel bodi otomotif tradisional dan komponen struktural EV, didorong oleh rasio kekuatan terhadap berat, ketahanan terhadap korosi, dan kemampuan daur ulang yang baik. Namun, aluminium menghadirkan tantangan unik dalam deep drawing yang terkait langsung dengan sifat materialnya — termasuk perilaku termal relatif terhadap aluminium titik leleh aluminium .
Aluminium murni meleleh pada suhu sekitar 660 °C , tetapi paduan aluminium yang digunakan dalam pencetakan otomotif — terutama seri 5xxx (Al-Mg) dan 6xxx (Al-Mg-Si) — memiliki rentang leleh mulai sedikit lebih rendah bergantung pada komposisi paduan. Meskipun titik leleh aluminium itu sendiri tidak tercapai secara langsung selama cold stamping, hal ini sangat relevan dengan dua bidang proses yang berdekatan: pembentukan hangat dan manajemen pendinginan cetakan. Dalam pembentukan aluminium hangat, blanko dipanaskan hingga 200–300 °C (fraksi titik leleh yang dipilih dengan cermat) untuk meningkatkan keuletan dan mengurangi pegas, sehingga menghasilkan geometri kompleks yang akan retak pada kondisi pembentukan suhu sekitar. Perancang die harus memperhitungkan ekspansi termal pada suhu ini, mengkalibrasi ulang parameter gaya blanko dan jarak bebas.
Bahkan dalam cold deep drawing konvensional, panas gesekan yang dihasilkan pada antarmuka punch-blank dan die-blank dapat meningkatkan suhu permukaan lokal secara signifikan. Untuk paduan aluminium, yang memiliki titik leleh relatif rendah dibandingkan dengan baja, pemanasan lokal yang berlebihan akan mempercepat proses galling (pengrusakan) — perpindahan perekat aluminium ke permukaan cetakan — yang menurunkan permukaan akhir, meningkatkan gaya pembentukan, dan memperpendek masa pakai alat. Hal ini membuat strategi pelumasan dan pemilihan lapisan permukaan cetakan menjadi sangat penting saat pemrosesan paduan aluminium lembaran.
Paduan Aluminium Otomotif Umum dan Karakteristik Pembentukannya
| Seri Paduan | Kelas Khas | Rentang Peleburan (°C) | Aplikasi Kunci |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Bagian dalam kap mesin, bagian dalam pintu, penutup EV |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Panel bodi luar, penutup struktural |
| Mg-Al (Magnesium-Aluminium) | AZ31, AM60 | 470–630 | Casing baterai EV, panel instrumen |
Desain Die Khusus EV: Rasio Gambar Dalam, Casing Baterai, dan Ringan
Manufaktur kendaraan listrik menuntut permintaan cetakan deep drawing yang melampaui kebutuhan stempel otomotif tradisional. Penerapan yang paling menuntut secara teknis adalah pembentukan casing baterai paduan magnesium-aluminium — penutup yang besar, dalam, dan berstruktur rumit yang melindungi susunan sel baterai sekaligus berkontribusi pada anggaran bobot kendaraan secara keseluruhan. Komponen-komponen ini memerlukan rasio penarikan dalam melebihi 2,5:1 (rasio diameter kosong terhadap diameter pukulan), yang mendorong material ke batas keuletannya dan menuntut rekayasa cetakan yang luar biasa untuk menghindari retak pada flensa atau penipisan dinding yang berlebihan.
Meminimalkan penipisan material pada dinding yang ditarik sangat penting untuk selubung baterai karena keseragaman ketebalan dinding secara langsung mempengaruhi kekakuan struktural dan kinerja benturan. Perancang die mengatasi hal ini melalui beberapa strategi yang terkoordinasi: mengoptimalkan radius punch nose untuk mendistribusikan regangan secara lebih merata, menerapkan profil gaya penahan kosong variabel (BHF) yang meningkatkan tekanan secara progresif seiring dengan meningkatnya kedalaman tarikan, dan menerapkan rangkaian gambar multi-tahap untuk geometri yang sangat dalam daripada mencoba pembentukan operasi tunggal.
Peralihan ke arah yang lebih ringan juga mendorong penerapan struktur die modular dalam program kendaraan listrik. Daripada mengerjakan blok cetakan monolitik, desain modular menggunakan sisipan yang dapat dipertukarkan untuk zona keausan tinggi seperti jari-jari masuk cetakan dan sudut pelubang. Pendekatan ini mengurangi biaya perkakas per program kendaraan sebesar 20–35% dalam skenario volume tinggi, karena insert yang aus dapat diganti tanpa menghilangkan seluruh set die. Dies modular juga memungkinkan adaptasi yang lebih cepat ketika iterasi desain terjadi selama siklus pengembangan kendaraan listrik, yang cenderung bergerak lebih cepat dibandingkan program otomotif tradisional.
Kontrol Kekuatan Pemegang Kosong: Mencegah Kerutan dan Retak Secara Bersamaan
Gaya penahan kosong adalah satu-satunya variabel proses yang paling berpengaruh dalam deep drawing, dan kalibrasi yang benar adalah hal yang membedakan proses produksi yang stabil dari proses yang rentan terhadap kerusakan. BHF yang terlalu sedikit memungkinkan flensa tertekuk di bawah tekanan melingkar yang menekan, sehingga menghasilkan kerutan yang tidak dapat diratakan pada pengoperasian selanjutnya. Terlalu banyak BHF mencegah logam mengalir ke dalam rongga cetakan, menyebabkan retakan tarik pada dinding — biasanya pada radius pukulan, di mana material paling tipis.
Untuk paduan aluminium lembaran, jendela BHF yang dapat diterima lebih sempit dibandingkan baja karbon rendah karena aluminium memiliki eksponen pengerasan regangan yang lebih rendah dan lebih sensitif terhadap penipisan lokal. Otomotif masa kini gambar dalam mati atasi hal ini dengan blank holder hidraulik atau yang dikontrol servo yang dapat menyesuaikan tekanan secara dinamis secara real-time berdasarkan umpan balik dari sel beban yang tertanam dalam struktur cetakan. Kontrol loop tertutup ini sangat berguna ketika menggambar komponen paduan magnesium-aluminium pada suhu tinggi, di mana tegangan aliran material berubah terus-menerus saat blanko mendingin selama proses pengerjaan.
Faktor-faktor berikut harus seimbang ketika mengatur parameter blank holder untuk operasi deep drawing yang baru:
- Kekuatan luluh dan perpanjangan bahan: Paduan dengan kekuatan yang lebih tinggi memerlukan BHF yang lebih besar untuk mencegah kerutan tetapi secara bersamaan lebih rentan terhadap retak, sehingga memerlukan bandwidth kontrol yang lebih ketat.
- Geometri kosong dan kedalaman gambar: Blanko non-lingkaran — umum pada aplikasi panel pintu dan casing baterai — mengembangkan distribusi tegangan flensa yang tidak seragam, sehingga memerlukan blanko yang tersegmentasi atau geometri variabel.
- Ketebalan film pelumasan: Lapisan pelumas yang lebih tebal mengurangi gesekan dan menurunkan BHF yang diperlukan untuk mencegah rasa sakit, namun pelumasan yang berlebihan dapat menyebabkan efek hydroplaning yang mengganggu kestabilan aliran logam.
- Kecepatan pukulan tekan: Kecepatan stamping yang lebih tinggi meningkatkan laju regangan, yang mempengaruhi tegangan aliran aluminium dan mempersempit kisaran BHF yang aman — sebuah pertimbangan penting ketika beralih dari prototipe ke jalur produksi massal.
Pengembangan Die Berbasis Simulasi dan Pemantauan Cerdas dalam Produksi Massal
Perkembangan die otomotif modern tidak lagi mengandalkan uji coba fisik saja. Simulasi pembentukan berbasis analisis elemen hingga (FEA) — menggunakan platform perangkat lunak seperti AutoForm atau Dynaform — memungkinkan para insinyur die untuk menguji kondisi pembentukan secara virtual sebelum sepotong baja perkakas dipotong. Simulasi secara akurat memprediksi distribusi penipisan, zona risiko kerutan, besaran pegas, dan kebutuhan gaya pembentukan, memungkinkan perancang mengoptimalkan geometri pukulan, jari-jari entri cetakan, dan profil BHF secara komputasi. Untuk paduan aluminium komponen dengan kelengkungan yang kompleks, simulasi dapat mengurangi iterasi uji coba fisik sebesar 40–60%, sehingga mempersingkat jadwal pengembangan die secara signifikan.
Setelah cetakan memasuki produksi massal, sistem pemantauan cerdas menjaga stabilitas proses dalam ribuan langkah per shift. Sensor emisi akustik mendeteksi permulaan goresan atau goresan permukaan sebelum terlihat. Susunan pengukur regangan dalam struktur cetakan melacak gaya pembentukan secara real-time, menandai penyimpangan yang mengindikasikan variasi material kosong atau kerusakan pelumas. Sistem penglihatan melakukan inspeksi optik 100% terhadap komponen yang ditarik segera setelah dikeluarkan, mengukur dimensi kritis terhadap nilai nominal CAD, dan secara otomatis menandai komponen yang tidak dapat ditoleransi untuk dilepas sebelum mencapai perakitan hilir.
Integrasi simulasi dan pemantauan in-press mencerminkan transisi industri yang lebih luas: gambar dalam mati bukan lagi alat yang pasif, melainkan komponen aktif dari sistem manufaktur berbasis data. Bagi produsen otomotif dan kendaraan listrik yang berkomitmen terhadap target produksi tanpa cacat, berinvestasi pada desain cetakan yang divalidasi simulasi dan peralatan produksi yang dilengkapi sensor bukanlah pilihan premium — hal ini merupakan persyaratan dasar yang kompetitif karena industri mempercepat peralihannya ke arah bobot yang lebih ringan dengan teknologi canggih. paduan aluminium bahan.

Posting Sebelumnya
Suku Cadang Stamping Kursi Mobil: Panduan Kualitas & Kesesuaian
Posting Berikutnya
Bagian Stamping Logam: Jenis & Aplikasi
Kami Produk.
Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
