
-
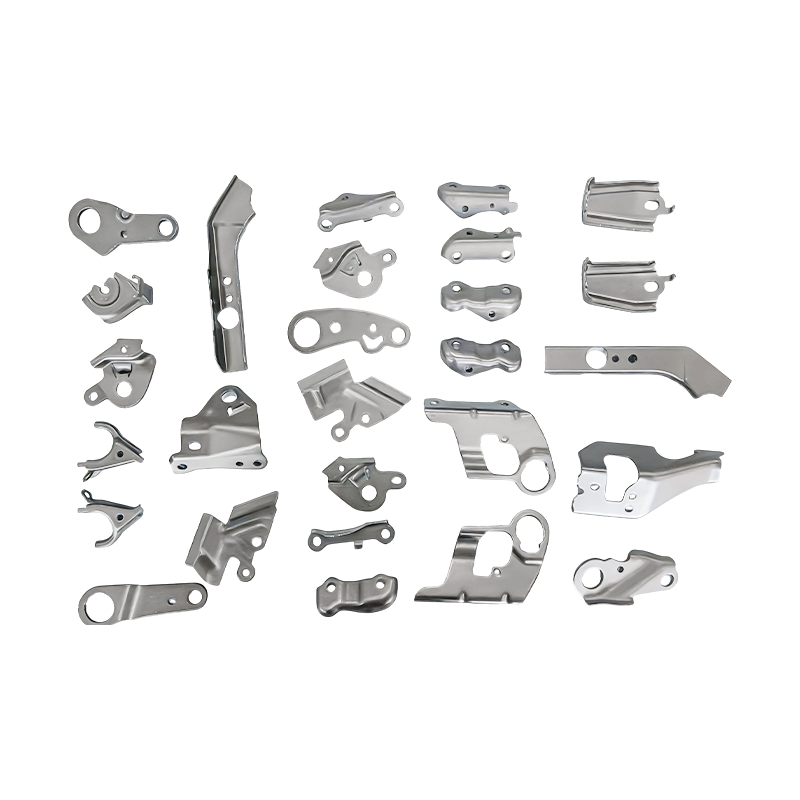
Suku cadang otomotif kecil suku cadang die stamping progresif
Suku cadang die stamping progresif suku cadang ...
-
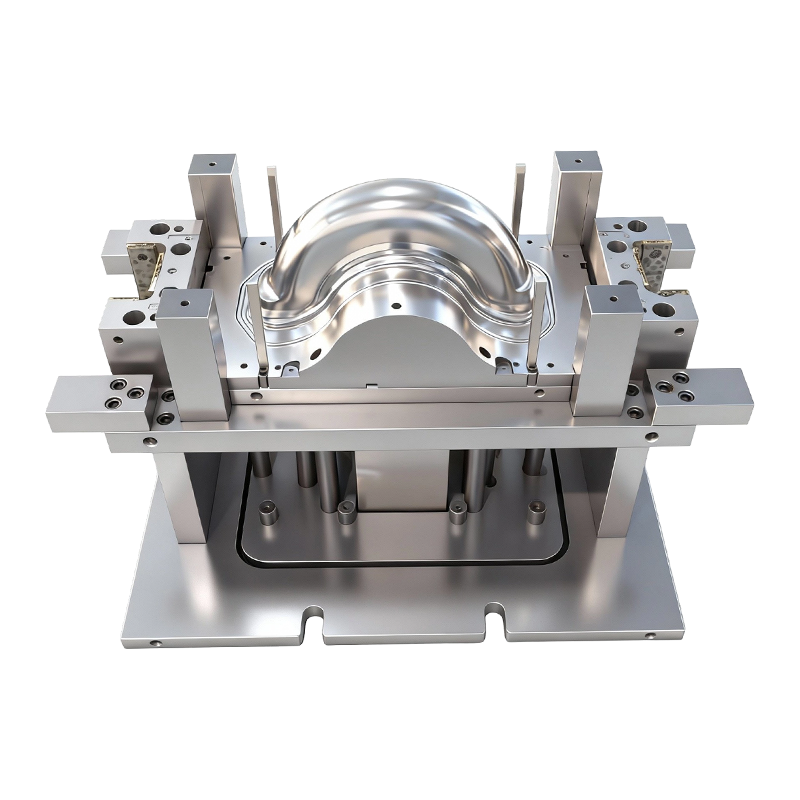
Cetakan deep drawing untuk roda depan dan belakang kendaraan listrik roda dua
Cetakan gambar dalam untuk roda depan dan belak...
-
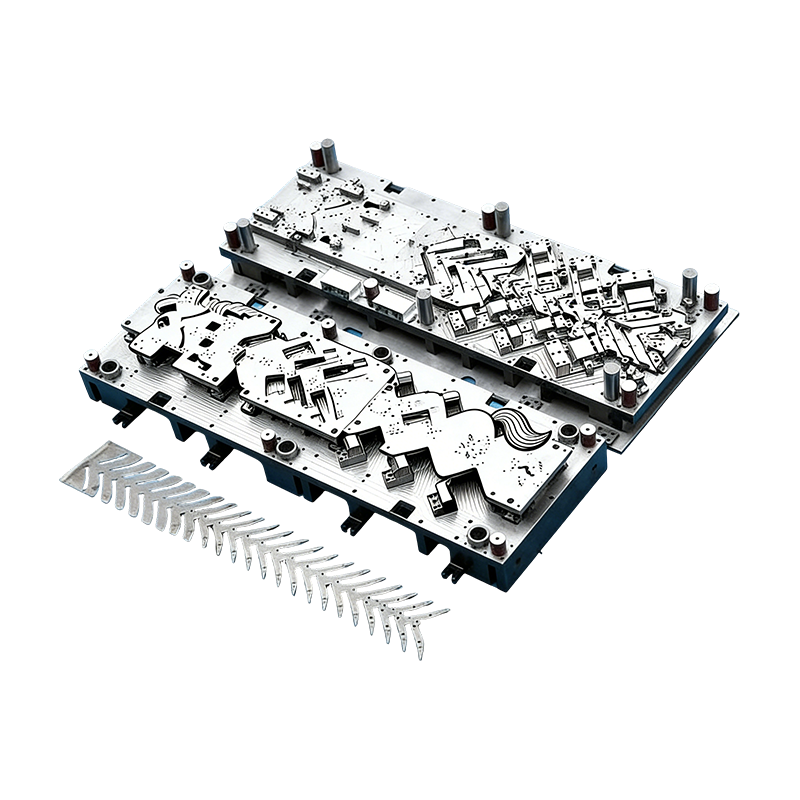
Cetakan progresif untuk suku cadang otomotif
Cetakan berkelanjutan untuk rumah motor otomoti...
-
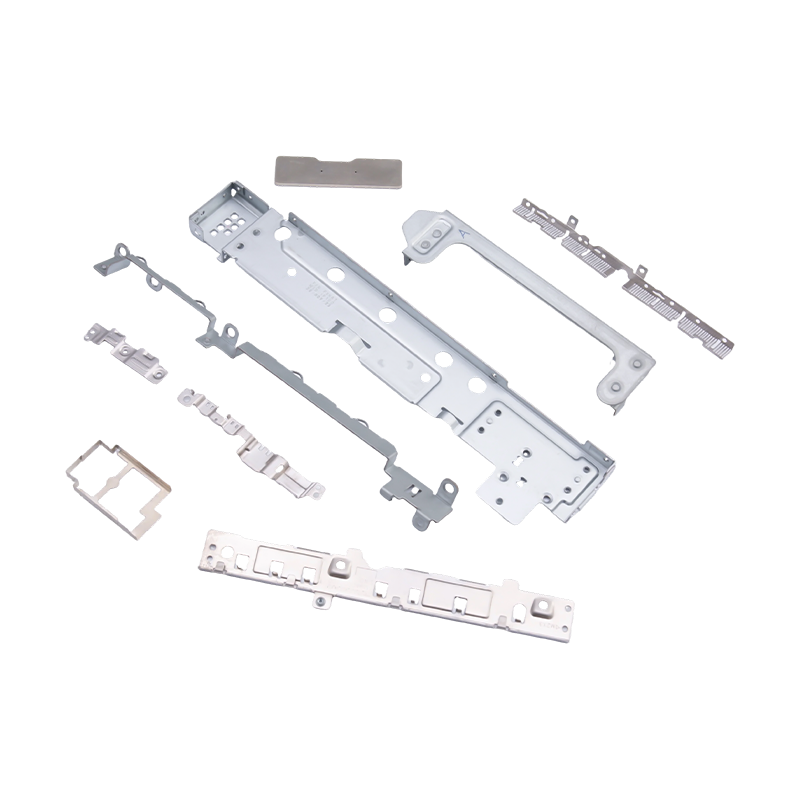
Bagian stempel kecil untuk laptop dan ponsel
Sebagai komponen internal penting untuk elektro...
-
Cetakan memukau otomatis untuk basis mesin komputer besar
Cetakan Paku Keling Otomatis untuk Basis Mesin ...
Berita Industri
Rumah / Berita / Berita Industri / Suku Cadang Stamping Logam untuk Otomotif dan Peralatan Rumah Tangga: Proses, Bahan dan Standar Kualitas
Suku Cadang Stamping Logam untuk Otomotif dan Peralatan Rumah Tangga: Proses, Bahan dan Standar Kualitas
2026-03-16
Apa itu Manufaktur Stamping?
Pembuatan stamping adalah proses pengerjaan logam pembentukan dingin di mana lembaran logam datar dimasukkan ke dalam mesin stamping yang dilengkapi dengan set cetakan khusus, dan gaya mekanis atau hidrolik diterapkan untuk memotong, membengkokkan, menggambar, atau membuat timbul material menjadi bentuk yang ditentukan secara tepat. Prosesnya mencakup berbagai macam operasi — blanking, penindikan, pembentukan, deep drawing, coining, dan progressive die stamping — masing-masing disesuaikan dengan geometri, ketebalan material, dan volume produksi yang berbeda. Apa yang menyatukan semua operasi ini adalah keuntungan mendasar dari stamping: kemampuan untuk menghasilkan komponen stamping logam yang konsisten secara dimensi dalam jumlah besar dengan kecepatan tinggi dan biaya per unit yang rendah, dengan limbah material yang minimal dibandingkan dengan metode pemesinan subtraktif.
Modern pembuatan stempel mengandalkan mesin press yang digerakkan oleh servo dan hidrolik dengan kekuatan mulai dari 20 hingga lebih dari 2.000 ton, dipadukan dengan perkakas presisi yang diproduksi dengan toleransi yang diukur dalam mikrometer. Perangkat lunak simulasi dan perancangan cetakan berbantuan komputer memungkinkan para insinyur memprediksi aliran logam, pegas kembali, dan penipisan sebelum sepotong baja dipotong, sehingga secara dramatis mengurangi siklus pengembangan perkakas dan tingkat penolakan artikel pertama. Hasilnya adalah disiplin manufaktur yang mampu menghasilkan komponen stamping logam yang memenuhi tuntutan persyaratan dimensi dan struktural di berbagai sektor seperti elektronik konsumen, peralatan rumah tangga, dan teknik otomotif.
Proses Inti Dalam Manufaktur Stamping
Memahami operasi spesifik yang membentuk manufaktur stamping membantu insinyur pengadaan dan perancang produk memilih pendekatan yang paling hemat biaya untuk geometri komponen dan volume produksi tertentu. Kategori proses utama masing-masing memiliki persyaratan perkakas dan karakteristik keluaran yang berbeda.
Stamping Mati Progresif
Stempel cetakan progresif mengumpankan strip logam melalui serangkaian stasiun dalam satu set cetakan, setiap stasiun melakukan satu operasi — pelubangan, bentukan, pembengkokan, atau pembentukan — seiring kemajuan strip. Pada saat strip keluar dari stasiun akhir, bagian stempel logam yang sudah terbentuk sempurna dipisahkan dari strip pembawa dan dikumpulkan. Pendekatan ini sangat efisien untuk komponen berukuran kecil hingga menengah yang diproduksi dalam volume sangat tinggi, seperti konektor terminal, klip braket, dan perangkat keras pemasangan alat, karena seluruh rangkaian berjalan dengan kecepatan pengepresan tanpa penanganan komponen manual di antara pengoperasian.
Gambar Mendalam
Gambar dalam mengubah blanko logam datar menjadi cangkang berongga dan mulus dengan menekannya ke dalam rongga cetakan menggunakan pukulan. Proses ini sangat penting dalam produksi komponen berbentuk silinder dan kotak termasuk braket bak bagian dalam mesin cuci, kaleng minuman, dan rumah tangki bahan bakar otomotif. Pemilihan material sangat penting dalam deep drawing: logam harus menunjukkan keuletan yang cukup dan rasio pembentukan yang baik agar dapat mengalami deformasi plastis besar yang diperlukan tanpa robek atau kusut. Baja karbon rendah, paduan aluminium, dan baja tahan karat adalah material tarikan dalam yang paling umum digunakan dalam aplikasi stempel peralatan dan otomotif.
Pengosongan Halus
Pengosongan halus (fine blanking) adalah proses pengecapan khusus yang menghasilkan komponen dengan tepi tercukur dengan kehalusan dan kerataan yang luar biasa, sehingga menghilangkan operasi penyelesaian sekunder yang memerlukan pengosongan konvensional. Dengan menerapkan gaya counter-pressure dan staking ring secara bersamaan dengan gaya blanking, fine blanking menjaga material dalam keadaan tegangan tekan selama proses geser, menghasilkan permukaan potongan yang halus di hampir seluruh ketebalan material. Hal ini menjadikan proses pengosongan halus (fine blanking) sebagai proses pilihan untuk komponen kaliper rem dan braket kursi dalam aplikasi otomotif, karena kualitas tepian secara langsung memengaruhi umur kelelahan dan kesesuaian perakitan.
Suku Cadang Stamping Logam dalam Manufaktur Peralatan Rumah Tangga
Peralatan rumah tangga mewakili salah satu domain aplikasi dengan volume tertinggi untuk komponen stamping logam. Kombinasi kompleksitas struktural, persyaratan konsistensi dimensi, dan sensitivitas biaya dalam pembuatan peralatan selaras dengan apa yang dihasilkan oleh manufaktur stamping. Di seluruh kategori produk, komponen yang diberi stempel menangani fungsi penahan beban, penyelarasan, dan penutup yang menentukan keandalan alat dalam jangka panjang.
Dalam lemari es, kusen pintu yang dihasilkan melalui pembentukan gulungan dan stempel mati progresif memberikan perimeter kaku yang menopang bobot pintu, mempertahankan permukaan penyegelan paking, dan mengakomodasi titik pemasangan engsel. Akurasi dimensi pada rangka ini secara langsung memengaruhi keselarasan pintu dan efisiensi energi — kusen pintu yang berada di luar toleransi bahkan sepersekian milimeter pun dapat menyebabkan kebocoran paking yang meningkatkan frekuensi siklus kompresor dan konsumsi energi. Braket bak bagian dalam mesin cuci, biasanya dibuat dari lembaran baja galvanis atau tahan karat, harus tahan terhadap beban ketidakseimbangan rotasi kecepatan tinggi dan siklus termal berulang tanpa kegagalan kelelahan. Panel sasis AC membentuk kerangka struktural unit luar ruangan, menahan kompresor, kipas, dan penukar panas dalam hubungan spasial yang tepat sekaligus menahan getaran dan paparan cuaca.
Ketebalan yang konsisten dan toleransi yang ketat pada komponen stamping logam mengurangi kesenjangan perakitan di semua aplikasi ini, menyederhanakan proses perakitan akhir, mengurangi kebutuhan akan pengencang yang dapat disesuaikan atau operasi shimming, dan meningkatkan kualitas kosmetik dari produk jadi.
Suku Cadang Stamping Logam dalam Aplikasi Otomotif
Industri otomotif adalah konsumen terbesar komponen stempel logam secara global, dengan kendaraan penumpang pada umumnya berisi beberapa ratus komponen stempel individual mulai dari panel bodi yang diukur dalam meter persegi hingga komponen rem presisi yang diukur dalam milimeter. Pabrikan stempel otomotif beroperasi berdasarkan standar dimensi dan properti mekanis yang paling ketat dibandingkan aplikasi komersial apa pun, karena konsekuensi kegagalan komponen mencakup keselamatan penumpang dan kepatuhan terhadap peraturan.
Penguatan panel bodi — bagian struktural internal yang memperkuat kulit pintu, panel atap, dan rakitan kap mesin — diproduksi melalui kombinasi operasi penarikan dalam, pembentukan regangan, dan pemogokan ulang. Komponen-komponen ini harus mencapai geometri kontur yang tepat untuk memastikan kesesuaian yang benar dengan panel luar dan posisi flensa las yang akurat untuk perakitan bodi berwarna putih. Baja berkekuatan tinggi dan mutu baja berkekuatan tinggi yang canggih semakin banyak digunakan dalam perkuatan bodi untuk mencapai penyerapan energi benturan yang diperlukan dengan mengurangi ketebalan dan berat material.
Braket kursi adalah kategori penting lainnya dari suku cadang stempel logam otomotif. Komponen-komponen ini mengikat struktur kursi ke lantai kendaraan dan harus menahan beban statis dan dinamis yang ditentukan oleh standar perlindungan kecelakaan penumpang. Komponen braket kursi dengan blanko halus atau stempel presisi memberikan kualitas tepian dan kerataan yang diperlukan untuk torsi baut yang konsisten dan gaya penjepitan sambungan yang andal sepanjang masa pakai kendaraan. Komponen kaliper rem, termasuk dudukan braket kaliper dan pelat jangkar, diproduksi dengan akurasi dimensi yang memastikan kesejajaran bantalan yang benar, keausan bantalan yang merata, dan kinerja pengereman yang dapat diprediksi pada seluruh rentang suhu pengoperasian.
Pemilihan Bahan untuk Bagian Stamping Logam
Kinerja bagian stamping logam tidak terlepas dari bahan pembuatnya. Pembuatan stamping kompatibel dengan berbagai macam logam dan paduan, dan pemilihan material yang optimal memerlukan keseimbangan sifat mampu bentuk, sifat mekanik, ketahanan korosi, dan biaya.
| Bahan | Properti Utama | Aplikasi Khas |
| Baja Karbon Rendah (DC01/DC04) | Sifat mampu bentuk yang sangat baik, biaya rendah | Sasis alat, braket, penutup |
| Baja Kekuatan Tinggi (HSLA) | Kekuatan luluh tinggi, kemampuan las yang baik | Penguatan panel bodi, struktur jok |
| Baja Tahan Karat (304/430) | Ketahanan korosi, permukaan akhir | Bak mesin cuci, panel peralatan |
| Paduan Aluminium (5052/6061) | Ringan, tahan korosi | Bagian tubuh otomotif, heat sink |
| Baja Galvanis | Lapisan seng, daya tahan luar ruangan | Sasis AC, braket luar ruangan |
Kontrol Kualitas dalam Manufaktur Stamping
Mempertahankan konsistensi dimensi di seluruh proses produksi bervolume tinggi merupakan tantangan kualitas utama dalam manufaktur stamping. Keausan cetakan, variasi batch material, inkonsistensi pelumasan, dan defleksi lapisan tekan semuanya dapat menyebabkan penyimpangan dimensi dari waktu ke waktu, menjadikan pengukuran sistematis dan pemantauan proses penting untuk memproduksi komponen stempel logam yang tetap berada dalam spesifikasi dalam ribuan atau jutaan siklus.
Produsen stamping terkemuka menerapkan sistem kualitas berlapis yang menggabungkan penginderaan in-die, kontrol proses statistik, dan mengoordinasikan inspeksi mesin pengukur. Praktik pengendalian kualitas utama meliputi:
- Inspeksi Artikel Pertama (FAI): Verifikasi dimensi penuh bagian produksi pertama terhadap gambar teknik sebelum volume produksi dirilis.
- Pengambilan sampel dalam proses: Pengukuran dimensi kritis secara berkala pada interval produksi yang ditentukan untuk mendeteksi keausan pahat atau penyimpangan proses sebelum komponen yang tidak dapat ditoleransi terakumulasi.
- Verifikasi CMM: Mesin pengukur koordinat menyediakan data tiga dimensi untuk permukaan berbentuk kompleks yang tidak dapat diverifikasi dengan pengukur tangan.
- Inspeksi permukaan dan tepi: Inspeksi visual dan sentuhan terhadap gerinda, retakan, kerutan, dan cacat permukaan yang mempengaruhi kesesuaian perakitan atau umur lelah.
- Tinjauan sertifikasi material: Sertifikat uji material yang masuk diverifikasi terhadap persyaratan spesifikasi untuk kekuatan tarik, kekuatan luluh, perpanjangan, dan berat lapisan.
Mengapa Manufaktur Stamping Tetap Menjadi Pilihan Pilihan
Meskipun munculnya teknologi pembentukan alternatif termasuk pemotongan laser, hydroforming, dan manufaktur aditif, manufaktur stamping tetap mempertahankan posisi dominannya dalam produksi komponen logam bervolume tinggi karena alasan yang kuat dan tahan lama. Nilai ekonomi dari stamping pada dasarnya menguntungkan dalam skala besar: setelah investasi perkakas diamortisasi, biaya per potong bagian logam yang dicap biasanya hanya sebagian kecil dari apa yang dapat dicapai oleh proses alternatif pada volume yang setara. Kecepatan pengepresan ratusan langkah per menit, dikombinasikan dengan pengumpanan koil otomatis dan penanganan komponen, memungkinkan tingkat produksi yang tidak dapat ditandingi oleh proses pembentukan logam presisi lainnya.
Selain ekonomis, sifat mekanik bagian stamping logam ditingkatkan oleh efek pengerjaan dingin yang melekat pada proses stamping. Deformasi plastis selama pembentukan meningkatkan kekerasan dan kekuatan luluh material di daerah yang mengalami deformasi melalui pengerasan kerja, menghasilkan bagian akhir dengan kinerja mekanis yang lebih baik daripada stok lembaran asli. Efek ini sangat berharga pada komponen otomotif struktural di mana rasio kekuatan terhadap berat merupakan pendorong desain utama. Bagi produsen di sektor peralatan dan otomotif yang mencari komponen yang andal, hemat biaya, dan presisi dimensi, manufaktur stamping tetap menjadi landasan yang tak terbantahkan dalam rantai pasokan komponen logam modern.
Posting Sebelumnya
Panduan Bagian Stamping & Gambar Logam
Posting Berikutnya
Apa Perbedaan Utama Antara Micro-Stamping dan Komponen Elektronik Standar?
Kami Produk.

Mulai Bisnis Anda dengan Produsen OEM Di Sini!
Memberikan pelanggan global solusi siap pakai yang lengkap
melalui
inovasi!
LINK CEPAT
BERITA
INFORMASI KONTAK.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Jalan Yexin No.118, Zona Pengembangan Ekonomi Wujiang, Suzhou, Tiongkok
Hak Cipta © Suzhou Shuangqisi Cetakan Peralatan Co, Ltd. Semua Hak Dilindungi Undang-undang. Cetakan Stempel Kustom Produsen Cetakan Stamping Logam
